 Гибкий.ру
Гибкий.ру Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.
Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.
Арматурные изделия изготовляются централизовано на районных арматурно-сварочных заводах мощностью от 20 до 80 тыс. т/год в зависимости от сосредоточенности потребителей арматуры и дальности перевозок. Однако все еще значительный объем арматурных изделий выпускают, также мелкие арматурные цехи и мастерские производительностью 0,5—5 тыс. т/год, что увеличивает стоимость и трудоемкость изготовления, кроме того, значительны потери арматурной стали. Трудоемкость изготовления арматуры на мелких предприятиях в связи с большим количеством ручных операций достигает 5—6 чел·дн/т.
В развитых капиталистических странах (Австрия, Англия, США, Франция, ФРГ, Швеция), а также в социалистических странах (Болгария, ГДР, Венгрия, Румыния) основной объем арматурных изделий производится централизованно на мощных предприятиях.
Рис. 5-1. Технологическая схема арматурного цеха (Промстройпроект) {amp}gt;
Пример технологической схемы арматурного цеха, разработанной Промстройпроектом, приведён на рис. 5-1.
Операции по изготовлению арматуры состоят из приемки и транспортирования арматурной стали, правки, чистки и резки, гибки стержней, сварки сеток и каркасов, гибки сеток и каркасов, сборки.пространственных каркасов и транспортированию готовых изделий на склад. Склады арматурной стали и готовых изделий располагают в отдельном помещении или под навесом в торце здания.
Наиболее распространена агрегатно-поточная технология производства, при которой арматура перемещается от одного поста к другому.
В арматурных цехах обычно предусматривается две линии: изготовления арматуры из стали, поставляемой в бухтах (ротках), и из прутковой стали. Для хранения заготовок предусматриваются стеллажи.
Проволока диаметром до 10 мм и сталь периодического профиля диаметром до 9 мм поступает на завод в бухтах, арматурная сталь больших диаметров поставляется прутками длиной от 4 до 12 м, уложенными в бухты массой до 10 т. Готовые сетки для заготовки каркасов поступают плоскими или в рулонах. Складывать арматурную сталь следует раздельно по ее маркам, диаметрам и длине стержней.
Под станком для гибки арматуры подразумевают специальное оборудование, при помощи которого стальным пруткам различного диаметра можно придать практически любую форму. В зависимости от конструкции и принципа работы его разделяют на ручное и механизированное. В первом случае работа станка возможна благодаря усилию рабочего.

Ручной гибочный станок

Ручной станок для гибки арматуры очень прост. Он состоит из небольшой рабочей поверхности, которая обычно имеет округлую или квадратную форму. На ней закреплены шпильки, которые ограничивают перемещение арматуры. Также оборудование данного типа оснащено рычагом. Он закрепляется к пластине при помощи винта.
Чтобы совершить сгибание, необходимо вставить в посадочное отверстие арматурный стержень, после чего закрепить его при помощи валиков. Когда пруток хорошо закреплен, приводят в движение рычаг. В результате изменяется положение одного из валов, который начинает давить на зафиксированный пруток.
Таким простым способом стальному стержню придают нужную форму, в соответствии с установленными требованиями. Ручной гибочный станок для арматуры в большей степени подходит для домашнего использования. Он способен справиться с прутками, диаметр которых не превышает 12 мм. Гибочный станок такого типа промышленного производства обойдется примерно в 3-5 тыс. руб.
Особенности механизированных станков
На промышленных предприятиях и на масштабном строительстве, где все время работают с большими партиями металлопроката, в основном применяются приводные станки для гибки арматурных стержней. Оборудование данного типа способно обеспечить достаточно большую продуктивность труда, что очень ценится в таких сферах.
Обычно механизированные станки способны гнуть арматуру, используя такие типы привода:
- гидравлический (обеспечивает более точный результат работы, чего невозможно добиться ручным способом);
- электромагнитный;
- электромеханический.

Электромагнитный привод
В зависимости от мощностных характеристик, данное оборудование также разделяют на такие типы:
- легкое. Способно работать с арматурой, диаметр которой не превышает 20 мм;
- тяжелое. Справится с прутками до 40 мм;
- сверхтяжелое. Способно гнуть стержни, диаметр которых превышает 40 мм.
Независимо от основных эксплуатационных особенностей оборудование механизированного типа работает по одному и тому же принципу. В таких гибочных станках роль рабочего органа выполняет круглый диск. Он обычно закрепляется на вертикальном валу. На самом же диске размещаются центральный и сгибающий цилиндры.
Во время работы с данным оборудованием между ними устанавливается арматура и надежно закрепляется на стойках корпуса. После этого вал начинает свое вращение, что приводит в движение сгибающий цилиндр. Именно он сгибает арматурный стержень вокруг центральной втулки по радиусу, который соответствует количеству оборотов диска вокруг оси.
Гидравлический привод в машинах и станках
Казалось бы, проще армировать угловые бетонные конструкции и участки примыкания стен с помощью прямых прутьев арматуры. Но если так, бетонная конструкция получится ослабленной, может расслоиться. Это грубое нарушение строительных норм. Во всех угловых бетонных конструкциях должно использоваться исключительно сгибание с перехлестом на каждую сторону минимум 80 см.
Важно знать, как арматуру для фундамента согнуть так, чтоб та не потеряла прочностных характеристик. В связи с этим сгибание выполняют лишь механическим способом на специальных танках для гибки и резки арматуры. Важно, чтоб угол сгиба не получился острым, а в месте сгиба радиус закругления равнялся 10−15 диаметрам прутка. Не забывайте, что стальной арматурный прут гнется без потери прочности до 90°, потом показатели прочности снижаются.
При сгибании своими руками стальных арматурных прутьев часто совершают две ошибки:
- На месте сгиба болгаркой или другим инструментом делают надпил.
- Участок арматуры, где будет сгиб, нагревают газовой горелкой или паяльной лампой.
После выполнения подобных процедур используются примитивные средства для гибки:
- кувалда;
- тяжелый молоток;
- тиски;
- отрезок трубы;
- проч.
При сгибании с помощью вышеперечисленных инструментов арматура значительно ослабляется, из-за чего могут разрушиться бетонные конструкции. Поэтому гибка прутков арматуры выполняется без нарушения их целостности и лишь если те в холодном состоянии.
Описываемые нами агрегаты представляют собой специальное оборудование, которое способно изменять первоначальные размеры и формы стальной арматуры. Это возможно благодаря тому, что в процессе сгибания происходит увеличение размеров и растягивание верхних слоев обрабатываемой детали, а внутренние слои металлического изделия уменьшаются в размерах и сжимаются. При этом участок вдоль оси арматуры, которая подвергается сгибанию, не изменяет своих геометрических параметров.

Небольшие строительные компании могут использовать ручной станок для гибки арматуры, более крупные предприятия, как правило, эксплуатируют гибочное оборудование, оснащенное электроприводом. Популярны, кроме того, и машины, в которых имеется возможность выполнять, как автоматическую, так и ручную гибку.
На отечественном рынке представлены станки различных производителей (и российских, и зарубежных). Они могут характеризоваться разными техническими показателями, но их конструкция и принцип работы остаются неизменными. Любой станок для гибки арматуры имеет три ролика – гибочный, центральный, упорный.
Первые два вращаются в любую сторону (влево, вправо), они монтируются на рабочем диске гибочной машины. А вот упорный ролик предназначен для удержания обрабатываемого изделия, поэтому он крепится около рабочего диска неподвижно. Непосредственно процесс сгибания изделия осуществляется вокруг центрального ролика.
Гибочный станок, оснащенный электрическим двигателем, может иметь разную мощность, конструкцию привода, геометрические габариты и вес. Такое разнообразие позволяет строительным организациям приобретать те установки, которые идеально подходят для них. Гибочный агрегат с электродвигателем может иметь мощность от 1,5 до 5,5 киловатт. Он состоит из далее указанных узлов:
- корпус;
- привод;
- механизм для уменьшения количества оборотов двигателя (иными словами – редуктор);
- панель управления;
- гибочное устройство (упорная рейка, диск, ролики, дополнительные приспособления).
Принцип работы описываемых в статье агрегатов весьма прост. Сначала арматурное изделие размещается на рабочем диске машины между тремя роликами. Затем оператор запускает станок, обрабатываемая арматура при его вращении заклинивается гибочным роликом, после чего происходит сгибание изделия по заданным параметрам. По окончании операции гибочный ролик «отпускает» обработанный (согнутый под определенным углом) стальной или металлический пруток.

Гибочный инструмент, в зависимости от конструктивного исполнения, разделяется на две группы — ручной и механизированный, оборудованный гидравлическим (реже электрическим) приводом. Приспособление ручного типа имеет достаточно простую конструкцию, состоящую из следующих элементов:
- рабочая поверхность — пластина квадратной или круглой формы;
- фиксирующие шпильки, в которых фиксируется сгибаемый пруток;
- два валика — упорны и рабочий (вращаемый);
- привод в виде прямой рычажной рукояти.
Принцип работы инструмента следующий — вы устанавливаете арматуру между двумя валиками так, чтобы она была зафиксирована в шпильках, затем давите на рычаг, что приводит к перемещению вращаемого валика, который оказывает давление на пруток и гнет его.

Ручной гибщик арматуры
Это неплохой вариант для бытовой эксплуатации, но сгибание стержней большого диаметра (12 мм и более) им выполнить не получится из-за невозможности прикладывания требуемый физических усилий. На рынке приспособление стоит около 3-4 тысяч, однако элементарная конструкция позволяет без проблем сделать его своими руками.
В условиях мелко и среднесерийного производства, а также при необходимости сгибания арматуры большого диаметра, применяются механизированные станки с гидравлическим либо электрическим приводом. Самое широкое распространение благодаря надежности и продуктивности имеют гидравлические гибщики, классифицирующиеся на три типа:
- легкие станки — для прутков Ø 3-20 мм;
- средние станки — стержни Ø 20-40 мм;
- тяжелые станки — Ø 40 мм и более.
Рабочая поверхность приводного станка всегда выполнена в форме круглой пластины, которая фиксируется на вертикальном вале вращения. На поверхности пластины размещено две стойки — центральная (неподвижная) и сгибающая (вращается).

Промышленный гибщик СГА-1
Процесс сгибания следующий — пруток устанавливается между стойками и крепится в фиксаторах, затем включается движок, который через вал передает на пластину крутящий момент, пластина вращается и сгибающая стойка перемещаясь сгибает приток вокруг центральной стойки.к меню ↑
Конструкция самодельного станка
Необходимые материалы и инструменты:
- стальной уголок 40Х40 мм;
- листовая сталь толщиной 6÷8 мм;
- кусок гладкого прутка Ø=10÷12 мм длиной 50÷60 мм;
- отрезок трубы Ø=11-13 мм (внутренний) длиной 40÷50 мм;
- шпилька М8÷М10 для крепления поворотного рычага;
- сварочный аппарат (можно воспользоваться услугами ближайшей мастерской по ремонту автомобилей);
- болгарка или ножовка по металлу.
Порядок изготовления:
- Из стального листа вырезаем основание размером 300÷400Х200÷300 мм.
- Сверлим два отверстия 10÷12 мм (одно – для штыря, вокруг которого будем осуществлять загиб прутка, второе – для шпильки поворотного рычага).
- Привариваем упорный уголок, штырь и шпильку.
- Одеваем поворотный рычаг на шпильку и фиксируем его гайкой.
- Кусок трубы одеваем на штырь и получаем ролик для загиба.
- Крепим основание к верстаку или рабочему столу.

В первом варианте в качестве основания и рабочего стола использован металлический швеллер с приваренными ножками из арматурных прутьев, во втором – основание крепят к верстаку при помощи строительных струбцин.
Ручной станок имеет довольно простую конструкцию, и для самостоятельного его изготовления достаточно обратиться к грамотному чертежу приспособления. Основой служит металлическая станина, к которой приваривается штырь круглого сечения или обыкновенный уголок. Другим элементом является поворотная платформа, к которой приваривается рычаг, гибочный и центральный штыри.
Все элементы переносного самодельного станка фиксируются на массивной плите. Эта, также переносная, плита на месте работы может крепиться болтовыми соединениями или с помощью специальных штырей, приваренных к ее нижней части. Самодельный станок может использоваться лишь для сгибания металлических прутков, чей диаметр не больше 10 мм.
Как сделать приспособление для гибки арматуры
Если все-таки объем работ большой и у вас вполне хватает технических знаний, то сделать своими руками ручной гибочный станок для арматуры вполне по силам каждому, поэтому тем более не стоит покупать его на строительном рынке.

Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Гибочный станок для арматуры своими руками имеет достаточно простую конструкцию, но способен выполнять большой объем работ. Оборудование данного типа можно использовать в любых целях, поскольку оно отличается простой эксплуатации. В основе его конструкции лежит станина. Именно к ней производится крепление упорного блока и рычага, при помощи которых можно совершить загиб.

Чтобы самостоятельно изготовить такое приспособление, нужно иметь базовые навыки проведения сварочных и слесарных работ. В противном случае невозможно обеспечить качество всех соединяющих узлов. Также если не удастся найти хороших упоров, которые имеют достаточный диаметр, необходимо поработать с токарным станком. В качестве альтернативного варианта допускается использование арматурных стержней большого диаметра.
Чтобы правильно и легко осуществить все необходимые операции, следует подготовить такие инструменты:
- сварочный аппарат;
- молоток и напильник;
- болгарка;
- электрическая дрель, которая снабжена сверлами по металлу.
Представленный в нашей инструкции самодельный гибщик является универсальным, с его помощью вы сможете гнуть не только арматурные стержни, но и профильные трубы и полосы листовой стали. В отличие от простейшего ручного инструмента, приспособление на основе гидравлического домкрата может выполнять гибку арматуры достаточно большого диаметра (конкретная толщина прутьев зависит от мощности домкрата) без необходимости прикладывания физических усилий.
Чтобы изготовить самодельный инструмента вам потребуется купить автомобильный домкрат мощностью от 2 тонн и воротные петли. Все остальные материалы — уголок, швеллер сечением 10 см и квадратный профиль, можно найти в ближайшем пункте приема металлолома значительно дешевле, чем в магазинах.
Делаем гибщик своими руками — пошаговая инструкция:
- Берем уголок сечением 3.2 и 2.5 мм, отмеряем участки длиной 5 см и обрезаем их болгаркой. Аналогичные заготовки делаем из арматуры 12 мм и квадратной профильной трубы.

Заготовки под станок
- Внутрь профильной трубы вставляются и фиксируются сваркой отрезки арматуры. Уголок 25 приваривается к внутренней стороне уголка 32 мм, после чего в месту сгиба приваривается пруток арматуры. Далее берем две заготовки 25 уголка и свариваем их между собой по внутренней кромке, это будет заготовка, фиксирующая насадку на домкрате.

Сваренные части станка
- Отдельные заготовки (профиль и уголок) привариваются друг к другу, после чего с помощью предварительно сваренного уголка 25-мм насадка фиксируется на несущей пластине домкрата. Крайне важно, чтобы насадка была закреплена идеально ровно — ее положение нужно контролировать уровнем.

Смонтированная на домкрат головка гибщика
- Из профиля варим Т-образную раму станка. Каркас делается из прямоугольных труб, габариты конструкции: высота — 40 см, ширина — 35см.

Рама станка
- К станине привариваем упоры-ограничители, которые будут препятствовать перемещению домкрата в процессе гибки арматуры.

Упорные пластины на каркасе
- На расстоянии 5 см от торца вертикальной части рамы привариваем два уголка 25 мм, параллельно расположенные друг другу. Поверх уголков наваривает дверные петли, которые будут выступать в качестве упоров для арматурных стержней. Проконтролируйте, чтобы расстояние между крайней точкой корпуса насадки и петлями соответствовало диаметру стержней, которые вы будете гнуть.

Готовый самодельный гибщик
https://www.youtube.com/watch?v=_QcVlAneZ_E
Потратив несколько часов времени и минимальное количество финансовых средств вы сможете своими руками сделать эффективный гибщик, превосходящий по КПД большинство промышленных инструментов ручного типа.
Усредненные затраты на изготовление приспособления составляют 1-2 тысячи, которые пойдут на покупку домкрата. Остальные материалы находятся в домашней мастерской либо покупаются за копейки. Время работы — от 3 до 5 часов.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″{amp}gt;
В современной строительной отрасли ручной труд используется все меньше и меньше. Многие работы и операции в наши дни выполняют разнообразные машины и механические приспособления, причем делают они все это максимально качественно и быстро.
Механизация коснулась и профессии арматурщика, которая всегда считалась одной из самых сложных и ответственных в сфере строительства. Ежедневно представители этой специальности выполняют армирование бетонных конструкций, используя жесткие прутья из стали. Такой процесс характеризуется повышенной трудоемкостью.

Управляется станок для гибки арматуры одним-единственным оператором. Рабочему требуется лишь задавать режим обработки изделий, а все остальное выполняет его механический гибочный агрегат, функционирующий в автоматическом режиме.
Машины для гибки активно используются следующими предприятиями:
- домостроительными комбинатами;
- заводами по изготовлению конструкций из железобетона;
- компаниями, занимающимися монолитным строительством;
- комбинатами по выпуску металлических петлей, скоб, хомутов и иных изделий сложной формы.
Станок для гибки арматуры разумно применять в тех случаях, когда он эксплуатируется каждый день для выполнения большого объема работ. С его помощью производится обработка:
- металлических полос;
- прутков из стали с резьбой;
- арматурной и углеродистой стали;
- сортового проката.
Любой гибочный агрегат достойного качества обеспечивает высокую производительность и безопасность выполнения работ, получение точного сгиба, а также позволяет оператору выбирать способ управления аппаратом (от ножной педали либо вручную).
Популярными среди строителей являются китайские агрегаты модели GW40, отличающиеся невысокой стоимостью и высоким уровнем практичности. С их помощью выполняют сгибание прутков сечением не более 4 сантиметров (арматура А2 и А1) и не более 3,2 сантиметров (А4 и А3).

GW40 реализуются в двух вариантах исполнения – мобильном и стационарном. Мобильное оборудование обычно применяется на строительных объектах, а стационарное устанавливается на предприятиях, занятых выпуском железобетонных изделий и конструкций.
Гибочный станок GW40 имеет следующие технические характеристики:
- напряжение – 380 вольт;
- угол сгибания – от 0 до 180 градусов;
- масса установки – 280 килограмм;
- вращение диска (скорость) – 8 оборотов в минуту;
- габариты – 75 (длина) на 71 (ширина) на 80 (высота) сантиметров;
- мощность электрического двигателя – 3 киловатта.
Агрегат управляется вручную и при помощи ножной педали.
Большей мощностью (4 киловатта) и техническими возможностями обладает машина GW50. Она позволяет без труда сгибать арматуру (круглый профиль) до 50 сантиметров. Но и масса такой установки повыше – 420 килограмм (как и ее габаритные размеры – 100 на 88 на 78 сантиметров).
Востребован и станок для гибки арматуры МГА российского производства. Его эксплуатируют на стройплощадках (под навесом), в цехах предприятий, которые изготавливают всевозможные конструкции из металла и стали, а также из железобетона. Конструкция МГА включает в себя рабочий диск и плиту, центральный палец, кулачки реверса и остановки, рольганг, штырь, ролики, конечный выключатель реверса.

МГА снабжается 3-киловаттным электродвигателем, подключаемым к сети 380 вольт. Он сгибает арматуру класса А3 (толщиной до 3,2 см), А2 (до 3,6 см) и А1 (до 40 см). Производит данный станок для гибки арматуры компания «Долина» (Кувандыкский кузнечно-прессовый комбинат), который гарантирует высокое качество своего оборудования. Заметим, что все установки МГА имеют сертификаты качества.
Также можно приобрести и другое известное оборудование для сгибания металлоизделий. Например, станки АГ-42, АГ-40 и 40М от российско-итальянского бренда характеризуются безопасностью использования и превосходной производительностью за счет применения при их изготовлении самых новых европейских технологий.
Они снабжаются демонтируемыми отверстиями в раме и колесами, что позволяет перемещать гибочные машины по производственному цеху или строительному объекту при помощи крана. Кроме того, станки АГ способны гнуть несколько металлических прутов одновременно. На них, кстати, можно монтировать дополнительные приспособления, чтобы осуществлять двойной изгиб деталей, а также выпускать спиральные изделия, петли и скобы.
Установки СГА-1 и 1ЭБ способны обработать арматуру толщиной до 4 сантиметров. Они снабжены двигателем на 3 киловатта, имеют повышенную надежность всех механизмов и составных частей, отличаются хорошей ремонтопригодностью, дают возможность посредством перестановки съемных шестерен увеличивать или уменьшать скорость, с которой вращается рабочий диск. На станок для гибки арматуры СГА-1ЭБ монтируется электронный блок, что отличает его от машины СГА-1, которая не располагает подобным устройством.
Устройство приводного арматурогиба
Когда нельзя использовать станок для сгибания арматуры, некоторые стараются выполнить процедуру, используя подручные средства. Однако тут нужно помнить, что подобная самодеятельность может стать причинной получения серьезных травм: арматура может отпружинить и нанести увечья.
При хорошей физической форме гибка арматуры может быть произведена без станка, если диаметр прутка не больше 8 мм. Но есть большая вероятность того, что сгиб будет чрезмерно большим, и гнутый пруток не будет отвечать предъявленным к нему требованиям.
Заметно улучшить результат позволит самодельное устройство из двух стальных труб, при помощи которых в домашних условиях может быть выполнено даже сгибание прутков большого диаметра. Увеличить диаметр арматуры позволит использование очень длинных труб.
Схема работы самодельного гибщика арматуры довольно проста: один конец арматуры фиксируется в одной трубе, а вторая труба надевается на свободный конец прута. Чтобы согнуть прут, наступают на одну из труб, вторую же вместе с концом арматуры, находящейся в ней, поднимают вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, врыть в землю или даже забетонировать.
Очень часто возникают ситуации, когда нужно согнуть арматурные прутки, а специального станка (покупного или самодельного) нет в наличии. В таком случае работать вручную очень опасно. Во время проведения всех необходимых манипуляций арматура может просто спружинить, что приведет к серьезной травме.
Для проведения загиба можно использовать обычный швеллер. В нем нужно проделать отверстия с противоположных сторон. При наличии достаточной физической подготовки таким способом можно согнуть арматуру, диаметр которой не превышает 8 мм. Но следует не забывать, что точность данного метода невысокая.
Также гнуть арматуру можно при помощи двух стальных труб. Чтобы провести данную операцию качественно, следует использовать элементы диаметром 15-20 мм. В этом случае концы стержня вставляются в трубы, на одну из которых нужно наступить, а вторую потянуть на себя. В результате произойдет сгибание, чего и нужно было добиться.
И все-таки начнем с того, что вам срочно надо согнуть небольшое количество тонкого металлического прутка. Для этого разберем несколько способов, как гнуть арматуру с помощью подручных средств.

Здесь стоит знать , что пытаясь сгибать, особенно легированную арматуру, своими руками нужно осознанно рассчитывать свои действия, в противном случае — это может привести к получению серьезных травм. Легированный металлопрокат при попытке его деформировать будет всячески пытаться отпружинить и способен при этом нанести непоправимый вред вашему здоровью. Так что будьте осторожны и внимательны.
Выделим три наиболее простых способа, как согнуть арматуру с величиной диаметра до 8 мм самостоятельно без применения специальных устройств, а именно:
- С помощью двух отрезков металлической трубы. Так, нам понадобятся трубки диаметром 15 мм с длиной 0,5 и 1 метр, которые одеваем на арматуру. На полуметровый кусок трубы становимся ногами, а метровый, соответственно, начинаем поднимать до необходимого нам угла загиба.
- Если к полутораметровой металлической трубе 32 диаметра или 50 мм стальному уголку приварить при помощи электросварки пятисантиметровый кусок трубы 25-32 мм в диаметре, то получится универсальный гибочный рычаг. Останется только либо встать на арматуру, либо упереть ее обо что-нибудь прочное.
- Не очень длинные кусочки арматуры можно согнуть с помощью больших тисков и кувалды. Только при этом способе не стоит торопиться и надо бить с небольшим усилием, растягивая процесс, в противном случае можно просто сломать арматурный пруток.
Основным недостатком применения таких способов для сгибания арматуры является то, что радиус поворота получается достаточно большой и нередко угол получается несколько кривой и не лежит своими сторонами строго в одной плоскости.
Выпуском подобной техники занимаются многие отечественные и зарубежные фирмы. Стоит отметить ручные арматурогибы производства Stalex (Польша, линейка DR), Afacan (Турция), отечественные устройства типа LMG от компании Ангстрем с ручным и электрическим приводом, ручные арматурогибы АРГ-1 и пр.
Устройство и работу арматурогиба, оснащённого комбинированным (электрическим и пневматическим) приводом рассмотрим на модели SB6-12 (Китай). Приводной арматурогиб включает в себя следующие узлы:
- Кассету под пруток.
- Ролики для подачи.
- Привод.
- Гибочно-отрезную балку.
- Фиксаторы.
- Встроенный компрессор.
- Гибочный инструмент.
- Пульт управления.
- Узел удаления готового изделия из рабочей зоны.

Арматурогиб работает по следующему принципу. Выбирается требуемая программа гиба из имеющихся, после чего автоматически устанавливаются размеры заготовки и ход гибочно-отрезной балки. Пруток размещают по упорам и включают электродвигатель, в результате чего происходит одновременные рез и правка арматурного стержня.
Ролики продвигают на позицию реза следующую часть прутка, которая одновременно перемещает отрезанную заготовку в гибочную матрицу. Ход гибочных ползунков выполняется сжатым воздухом, который подаётся от компрессора. В процессе возвратного хода согнутое изделие при помощи сбрасывателя удаляется из зоны деформирования.
Оборудование подобного класса используется на специализированных предприятиях и крупных мастерских, которые выполняют заказы в массовом количестве.
Немного о технологии холодной гибки арматуры
Технология обработки арматуры на механизированном станке включает в себя проведение следующих мероприятий:- настройка станка – выбор и установка подходящего гибочного ролика, в зависимости от диаметра арматуры;- в гибочное пространство станка помещается арматура;- станок приводится в действие посредством нажатия на педаль;
Применяя в качестве исходной заготовки стандартные горячекатаные прутки по ГОСТ Р 5244 — 2006, стоит напомнить, что гибке арматуры практически всегда предшествует отрезка «в размер». Поэтому соответствующий гибочный станок должен иметь две рабочих позиции.

Основными эксплуатационными параметрами гибки арматуры являются:
- Угол гиба.
- Максимальный изгибающий момент.
- Допустимое сопротивление металла.
- Производительность процесса.
Различают свободную и калибрующую гибку. ГОСТ Р 5244 – 2006 предусматривает для производства арматуры преимущественно низкоуглеродистую сталь круглого поперечного сечения диаметром от 6 до 80 мм. Однако иногда условия строительства и требования по прочности строительной конструкции вынуждают использовать высокопрочную арматуру классов A-III, A-IV, A-V и A-VI, которая изготавливается из среднелегированных и высокоуглеродистых сталей типа 25ГС, 80С, 32Г2Рпс и т. п. Такие материалы характеризуются повышенными упругими свойствами, и после гибки заметно распружиниваются.
Арматурогиб, рассчитанный на работу со всеми марками металла, должен работать по принципу калибрующей гибки, когда конструкцией станка предусматривается жёсткий подпор заготовки в течение всего хода деформирующего инструмента. По той же причине оборудование не должно иметь электропривод, который не позволяет оставить под давлением деформируемый участок прутка. В то же время ручное управление арматурогибом, хотя и утомительнее, зато обеспечивает более точную фиксакцию рабочего угла гиба.
Во всех остальных случаях гибка арматурных прутков может выполняться по свободной схеме, когда перед гибкой фиксируются только торцы заготовки. Станок получается конструктивно более простым, и обладает меньшим весом.
Учёт угла сопротивления металла β проще всего можно проводить, пользуясь приводимой далее таблицей. Здесь r – радиус гибки прутка, R — половина диаметра исходной заготовки.
| Материал прутка | Значение β, град, при значениях r/R, до | |||||
| 1 | 2 | 4 | 6 | 10 | 15 | |
| Ст.3 | 2,0 | 2,6 | 4,3 | 5,0 | 6,3 | 8,4 |
| Ст.5, Ст. 5Гпс | 2,0 | 2,9 | 4,6 | 6,0 | 7,0 | 8,8 |
| 10Г2С, 12ГС | 2,3 | 3,2 | 4,8 | 6,5 | 7,5 | 9,0 |
| 30ГС | 2,3 | 3,5 | 5,3 | 7,0 | 8,5 | 11,4 |
| 32Г2Рпс | 2.5 | 4,0 | 6,0 | 7,5 | 9,5 | 13,0 |
Во избежание трещин, складок и прочих дефектов, которые могут возникнуть при гибке арматуры, необходимо учитывать минимальные значения угла гиба rmin, которые также определяются материалом заготовки:
- для стали Ст.3 допустимое отношение rmin/R≤ 0,52;
- для стали Ст.5 допустимое отношение rmin/R≤ 0,67;
- для стали Ст.5Гпс допустимое отношение rmin/R≤ 0,83;
- для стали 10Г2С допустимое отношение rmin/R≤ 1,10;
- для стали 30ГС допустимое отношение rmin/R≤ 1,32.
Характерные особенности технологии пластической деформации, которая реализуется на подобном оборудовании — последовательное выполнение переходов отрезки и последующей гибки, поскольку штамповка проводится из непрерывного материала. Поэтому количество переходов на таких станках — не менее двух (в некоторых моделях предусматривается также правка-калибровка отрезанных стержневых заготовок).
Станки для резки и гибки арматуры рассмотрим на примере гибочно-отрезных станков SB6-12 (КНР), выпускаемых по лицензии немецкой фирмы Schelle. Устройство агрегата включает в себя следующие узлы:
- Приемную кассету.
- Механизм подачи заготовок (роликового типа).
- Привод механизма реза.
- Отрезной ползун.
- Регулируемые упоры и фиксаторы.
- Пневмокомпрессор.
- Ползунки гиба.
- Электродвигатель.
- Компьютерный пульт управления со встроенным дисплеем.
- Сбрасыватель.
Работа станка для гибки арматуры происходит следующим образом. Предварительно оператор набирает программу гиба заготовки, после чего компьютером устанавливается требуемая длина реза исходной заготовки, а также ход гибочного ползунка с учетом пружинения материала и геометрической конфигурации готового изделия.

С включением механизма подачи происходит одновременная правка прутка. При подаче до упора включается привод механизма реза, мерная заготовка отрезается и продвигается торцевой частью материала на позицию гибки, где фиксируется. Одновременно компрессором создается давление, необходимое для перемещения гибочного ползунка до полного обжатия материалом матрицы, профиль которой соответствует форме конечной детали. При обратном ходе ползунка сбрасыватель выводит изделие из зоны обработки, после чего оператор удаляет готовую деталь в тару.
Модель SB6 выполняет плоскую гибку, в то время как станки SB12 способны выполнять и пространственный изгиб материала. Оборудование может функционировать и в полностью автоматическом режиме, тогда функцией оператора является только заправка следующего прутка в кассету.
По подобной схеме может действовать и ручные арматурогибы с функциями отрезки и правки проката.
Дальнейшим развитием данного вида оборудования считаются полностью автоматизированные станки (например, AlbaDesa итальянского производства). Здесь в качестве сортамента исходного материала используется бухта, а процесс штамповки выполняется непрерывно. Производительность увеличивается, а габаритные размеры оборудования наоборот, снижаются (разматыватель бухты компактнее, чем кассета).
В практике производства гнутых арматурных изделий иногда нецелесообразно приобретать автоматизированное оборудование. Гибочный станок для арматуры весьма компактен, прост и отличается значительно меньшей стоимостью. Ограничением данной технологии является необходимость предварительной резки заготовок «в размер».

Типичным представителем данной техники являются отечественные станки для гибки арматуры СГА-1Э. Он предназначен для выполнения различных операций гибки штучных стержней, включая одно- и двухугловую гибку, загибку крюков, круговую гибку и т.д.
Данные станки для гнутья арматуры включают в себя:
- Сварную станину рамного типа.
- Электродвигатель.
- Инструментальную плиту.
- Привод с понижающим червячным редуктором.
- Управляющие кулачки.
- Гибочный диск, снабженный фиксирующим и рабочим пальцами (аналог пуансона).
- Неподвижный упорный палец (аналог матрицы), закрепленный на инструментальной плите.
- Электронный блок управления, которым цикл деформирования полностью автоматизируется.
Станок работает так. Кулачками выставляется требуемая конфигурация детали после штамповки. Мерная заготовка размещается и фиксируется в полости матрицы, после чего включается привод, и гибочный диск выполняет деформирование той части заготовки, которая находится между пальцами. При реверсе гибочного диска (выполняется по достижении требуемого угла гиба, за которым следит датчик угла поворота), рабочий палец высвобождает пруток. Диск останавливается, после чего готовая деталь извлекается из зоны обработки.
У гибочного станка СГА-1 допускается изменять профиль рабочих роликов (например, на квадратный), что делает описанное оборудование достаточно универсальным. Схожий принцип действия имеет и ручной станок для гибки арматуры. Таким образом, все гибочные станки для производства деталей арматуры являются оборудованием ротационного действия.
Если вы все-таки собираетесь профессионально изготавливать различные металлоконструкции самостоятельно, то тут стоит посоветовать приобрести недорогой станок заводского изготовления, который будет иметь массу полезных приспособлений в своей конструкции. Обычно такие станки работают на электроприводе и имеют:
- движущаяся часть,
- несколько валов,
- двусторонние упоры.
Посмотреть, как работает такой заводской станок для сгибания стальной арматуры, вы можете на данном видео.

Таблица минимальных радиусов гиба арматуры, прутка и кругляка
Чтобы получить станок для гибки металлических прутков, нужно подготовить такие материалы:
- листовое железо толщиной от 10 мм для изготовления основания;
- листовой металл толщиной от 6 мм для петли;
- уголок толщиной от 10 мм для основания или станины;
- шпильки из арматуры диаметром от 50 мм для упоров;
- металлическая труба, исполняющая роль рычага. Рекомендуемая длина – около 50 см, диаметр – 25 мм.

Чтобы изготовить своими руками станок для гибки стальных прутков небольшого диаметра, нужно следовать такой инструкции:
- Из уголков с размером полки 25 и 32 мм отрезают куски длиной 5 см. Те же действия осуществляют с квадратным профилем и арматурой диаметром 12 мм.
- Внутрь профиля вставляют два куска арматуры и привариваются.
- Уголки также соединяются между собой при помощи сварочного аппарата.
- Полученные заготовки свариваются и устанавливаются в упорной части домкрата. Нахождение пуансона следует тщательно контролировать, поскольку отклонения по горизонтали недопустимы.
- Из прямоугольного профиля нужно изготовить т-образный каркас. Габариты данной конструктивной части оборудования следующие: высота – 40 см, ширина – 30 см.
- Обеспечить стабильное положение домкрата во время гибки можно при помощи упоров, которые нужно приварить к горизонтальной части рамы.
- На боковую часть рамы необходимо приварить два обрезка уголка с размером полки 25 мм. На их поверхности закрепляют петли для ворот, которые в дальнейшем будут исполнять роль упоров. Рассчитывать расстояние между торцом пунсона и упорами должно подходить под диаметр арматуры, с которой будут в дальнейшем работать.
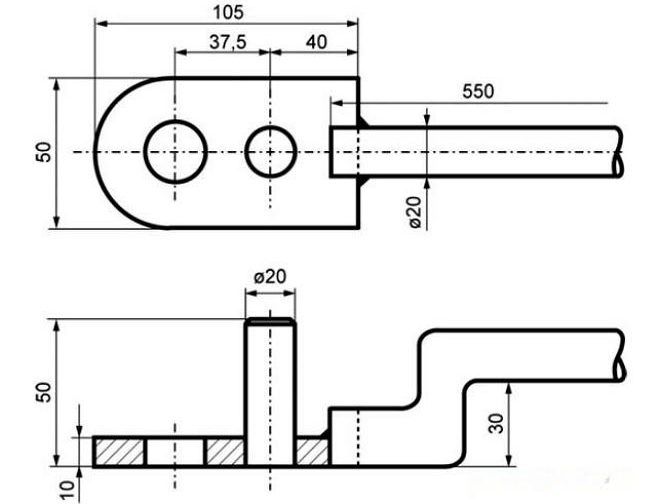
Чертеж гибочного станка
Популярные модели
Цена ручного гибочного оборудования зависит от производительности, скорости выполнения операций, формы и толщины изделий, которые на нем можно обрабатывать. Опишем коротко наиболее востребованные модели РСГА, продающиеся в наших строительных магазинах:
 DR-12, DR-20 и DR-25 (производитель Diam-Almaz) — ручные гибщики арматуры российского производства. Использоваться могут в домашних условиях и на строительных объектах, где нужно гнуть арматуру и прутья из углеродистой стали и прочих сплавов. Любой станок марки Diam-Almaz имеет надежные ограничители длины подачи и угла сгиба изделий. Данный инструмент свободно фиксирует детали зажимом, а установить его можно на любой верстак.
DR-12, DR-20 и DR-25 (производитель Diam-Almaz) — ручные гибщики арматуры российского производства. Использоваться могут в домашних условиях и на строительных объектах, где нужно гнуть арматуру и прутья из углеродистой стали и прочих сплавов. Любой станок марки Diam-Almaz имеет надежные ограничители длины подачи и угла сгиба изделий. Данный инструмент свободно фиксирует детали зажимом, а установить его можно на любой верстак.- СО-350 (производитель МИСОМ) — белорусское производство. На станках данной марки можно гнуть арматуру с сечением 12, 25, 20,30 мм. Прочные простые конструкции, позволяющие гнуть одновременно 2−4 прутка. Весят мало — 10−30 кг, гарантируют получение максимально ровных точных изгибов.
- Alba — гибочные профессиональные станки, которые предназначаются для применения в промышленных цехах и на стройке. Позволяют работать с арматурой А-III и А-I до Ø30 мм. Безотказны, имеют длительный срок службы, высокомобильны и прочны.
Популярны также российские станки УО-120, 12Е и 10Е турецкой фирмы Afagan.




