 Гибкий.ру
Гибкий.ру Особенности процесса гибки
Казалось бы, проще армировать угловые бетонные конструкции и участки примыкания стен с помощью прямых прутьев арматуры. Но если так, бетонная конструкция получится ослабленной, может расслоиться. Это грубое нарушение строительных норм. Во всех угловых бетонных конструкциях должно использоваться исключительно сгибание с перехлестом на каждую сторону минимум 80 см.
Важно знать, как арматуру для фундамента согнуть так, чтоб та не потеряла прочностных характеристик. В связи с этим сгибание выполняют лишь механическим способом на специальных танках для гибки и резки арматуры. Важно, чтоб угол сгиба не получился острым, а в месте сгиба радиус закругления равнялся 10−15 диаметрам прутка. Не забывайте, что стальной арматурный прут гнется без потери прочности до 90°, потом показатели прочности снижаются.
При сгибании своими руками стальных арматурных прутьев часто совершают две ошибки:
- На месте сгиба болгаркой или другим инструментом делают надпил.
- Участок арматуры, где будет сгиб, нагревают газовой горелкой или паяльной лампой.
После выполнения подобных процедур используются примитивные средства для гибки:
- кувалда;
- тяжелый молоток;
- тиски;
- отрезок трубы;
- проч.

При сгибании с помощью вышеперечисленных инструментов арматура значительно ослабляется, из-за чего могут разрушиться бетонные конструкции. Поэтому гибка прутков арматуры выполняется без нарушения их целостности и лишь если те в холодном состоянии.
Описываемые нами агрегаты представляют собой специальное оборудование, которое способно изменять первоначальные размеры и формы стальной арматуры. Это возможно благодаря тому, что в процессе сгибания происходит увеличение размеров и растягивание верхних слоев обрабатываемой детали, а внутренние слои металлического изделия уменьшаются в размерах и сжимаются. При этом участок вдоль оси арматуры, которая подвергается сгибанию, не изменяет своих геометрических параметров.
Небольшие строительные компании могут использовать ручной станок для гибки арматуры, более крупные предприятия, как правило, эксплуатируют гибочное оборудование, оснащенное электроприводом. Популярны, кроме того, и машины, в которых имеется возможность выполнять, как автоматическую, так и ручную гибку.
На отечественном рынке представлены станки различных производителей (и российских, и зарубежных). Они могут характеризоваться разными техническими показателями, но их конструкция и принцип работы остаются неизменными. Любой станок для гибки арматуры имеет три ролика – гибочный, центральный, упорный.
Первые два вращаются в любую сторону (влево, вправо), они монтируются на рабочем диске гибочной машины. А вот упорный ролик предназначен для удержания обрабатываемого изделия, поэтому он крепится около рабочего диска неподвижно. Непосредственно процесс сгибания изделия осуществляется вокруг центрального ролика.
Гибочный станок, оснащенный электрическим двигателем, может иметь разную мощность, конструкцию привода, геометрические габариты и вес. Такое разнообразие позволяет строительным организациям приобретать те установки, которые идеально подходят для них. Гибочный агрегат с электродвигателем может иметь мощность от 1,5 до 5,5 киловатт. Он состоит из далее указанных узлов:
- корпус;
- привод;
- механизм для уменьшения количества оборотов двигателя (иными словами – редуктор);
- панель управления;
- гибочное устройство (упорная рейка, диск, ролики, дополнительные приспособления).
Принцип работы описываемых в статье агрегатов весьма прост. Сначала арматурное изделие размещается на рабочем диске машины между тремя роликами. Затем оператор запускает станок, обрабатываемая арматура при его вращении заклинивается гибочным роликом, после чего происходит сгибание изделия по заданным параметрам. По окончании операции гибочный ролик “отпускает” обработанный (согнутый под определенным углом) стальной или металлический пруток.
На любой стройке сегодня можно увидеть различное оборудование, множество инструментов и приспособлений, и практически на каждой из них есть станок для гибки арматуры. Это не случайно: наиболее эффективной технологией укрепления хрупких бетонных конструкций, их защиты от разрушительных для них нагрузок на сжатие, растяжение и изгиб, является армирование, которое и выполняется при помощи металлических прутков – арматуры. Без качественного арматурного каркаса практически невозможно возвести надежные бетонные стены и фундамент.
Казалось бы, намного проще выполнять армирование угловых бетонных конструкций и участков примыкания стен с использованием прямых арматурных прутков. Однако в таком случае бетонная конструкция будет сильно ослаблена, может расслоиться. К тому же это является грубым нарушением строительных норм. В любых угловых бетонных конструкциях необходимо использовать только гнутье, с перехлестом на каждую сторону минимум 80 см.
При гибке стальных прутков, используемых для армирования, очень важно знать, как гнуть арматуру для фундамента так, чтобы она не утратили своих прочностных характеристик. Для соблюдения этого требования необходимо выполнять такую операцию только механическим способом, используя специальные станки для резки и гибки арматуры.
При этом важно следить за тем, чтобы угол сгиба не получился острым, а радиус закругления в месте сгиба составлял от 10 до 15 диаметров самого прутка. Следует помнить, что стальной арматурный пруток гнется без потери своих прочностных характеристики до угла 90 градусов, затем показатели прочности начинают снижаться.
При гибке стальных арматурных прутков своими руками часто совершаются две ошибки:
- на месте сгиба при помощи болгарки или другого инструмента делается надпил;
- участок арматуры, где будет находиться сгиб, нагревают при помощи газовой горелки или паяльной лампы.
После того, как подобные процедуры выполнены, используется какое-либо примитивное средство для гибки: тяжелый молоток, кувалда, отрезок трубы, тиски и др. Эти способы гнутья приводят к значительному ослаблению арматуры, что может стать причиной разрушения бетонных конструкций. В таких случаях всегда следует помнить о том, что нужно выполнять гибку арматурных прутков без нарушения их целостности и только в том случае, если они находятся в холодном состоянии.
1. Оборудование для правки, резки и гибки
Производство железобетонных изделий (ЖБИ) и конструкций связано с переработкой и применением большого количества арматурной стали. Арматурные изделия изготовляют как в арматурных цехах заводов ЖБИ и конструкций, так и на специальных арматурных заводах. В производстве арматуры принято выделять оборудование и линии, которые постоянно участвуют в технологическом процессе, а также машины и линии специального назначения.

К первым относятся правильно-отрезные станки для заготовки мерных прутков стержневой арматуры; линии для заготовки стержневой арматуры; машины и оборудование для изготовления сварных сеток; станки для гибки сеток; установки для сборки пространственных арматурных каркасов и др.; ко вторым — машины для чистки и упрочнения арматуры и для изготовления арматурных каркасов труб; линии для производства закладных деталей и др. В отдельных случаях применяют индивидуальные виды оборудования.
Производство арматуры характеризуется технической оснащенностью арматурных цехов и заводов. Поэтому разработка и создание нового оборудования для производства арматуры должны идти по пути повышения степени механизации и автоматизации, разработки гибких технологий, повышения производительности и надежности, улучшения технико-экономических и эргономических показателей и применения микропроцессорной техники. Параметры разрабатываемых машин должны быть согласованы с техническими характеристиками арматурных изделий.
Этапы технологического процесса изготовления арматуры следующие: очистка, правка, упрочнение, отмеривание, резка и гнутье. Для изготовления арматурных изделий используется сталь различных видов и назначения: стержневая арматурная сталь классов А-I—А-V диаметром 6…40 мм; термически упрочненная сталь классов Ат-IV—Ат-VII диаметром 10…40 мм;
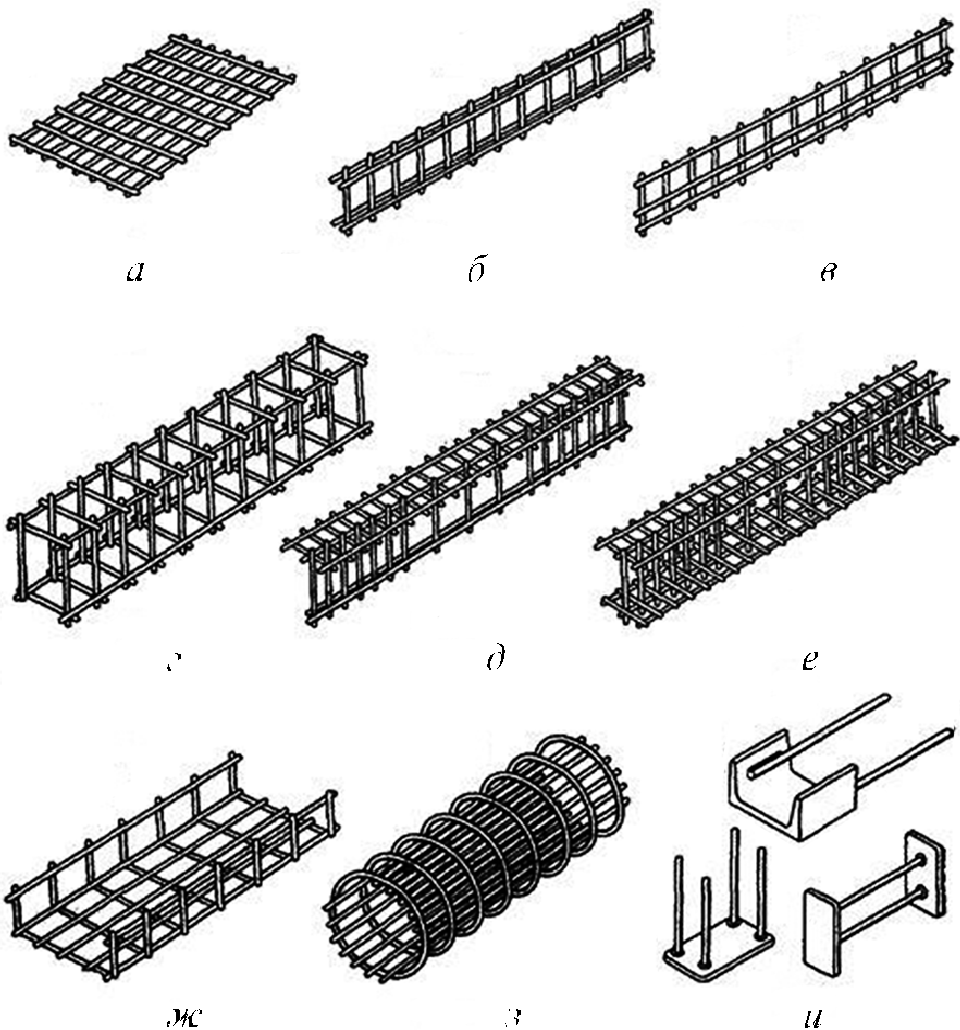
На рис. 1 показаны различные виды арматурных изделий.
Рис. 1. Основные виды арматурных изделий: а — плоская сетка; б, в — плоские каркасы; г, д, е — пространственные каркасы; ж — гнутая сетка; з — каркас железобетонной трубы; и — закладные детали
Арматурная сталь класса А-I имеет круглую гладкую поверхность, а сталь остальных классов — поверхность периодического профиля. Сталь периодического профиля представляет собой стержни с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Сталь класса А-II имеет выступы, идущие по винтовым линиям с одинаковым заходом по обеим сторонам стержня, а сталь классов А-III, А-V, Ат-IV и Ат-VII — выступы, идущие по винтовым линиям, имеющим с одной стороны правый, а с другой — левый заходы.
Сталь классов А-I и А-II диаметром до 14 мм и класса А-III диаметром до 10 мм включительно поставляется на заводы железобетонных изделий в мотках (бухтах) или прутках, а больших диаметров — в прутках. Стержни поставляются в связках (пакетах) массой до 15 т. Горячекатаная сталь в мотках поставляется массой до 100 кг.
Концы стержней из стали различных классов окрашиваются красками: Ат-ШС — белой и синей; А-IV — красной; Ат-IVС — белой и желтой; Ат-IVК — зеленой; А-V — красной и зеленой; Ат-V — синей; Ат-IVК — белой и зеленой; А-VIкрасной и синей; Ат-VI — желтой; Ат-VIК — зеленой и черной.
Сталь классов А-I—А-IV, В-I, Вр-I применяют преимущественно для ненапрягаемой арматуры, а сталь остальных классов и канаты — для напрягаемой.
Проволока классов В-I, Вр-I, ВзII и ВрII поставляется в мотках массой 20…100 и 500…1500 кг. Мотки проволоки классов ВII и ВрII имеют внутренние диаметры 1200, 2000 и 2500 мм.
Конструкция самодельного станка
Ручной станок для гибки арматуры достаточно прост по своей конструкции, поэтому изготовить его можно своими руками, но для этого желательно найти чертежи такого устройства. Основу такого станка, специально предназначенного для гибки арматуры своими руками, составляет металлическая станина, к которой приваривают штырь круглого сечения или обычный уголок.
Данный образец похож на предыдущий, но уголок тут использован один и намного меньшей длины, а вместо второго уголка используется подвижный штырь
Вторым элементом этого приспособления является поворотная платформа. К ней приваривают рычаг, центральный и гибочный штыри. Расстояние, которое следует выдержать между центральным и гибочным штырями, зависит от максимального диаметра арматуры, используемой для гибки. Для того чтобы такое ручное приспособление для гибки металлической арматуры можно было использовать для прутков диаметром 6–12 мм, ножки его станины необходимо надежно зафиксировать на полу.
Если вам необходим переносной самодельный станок для качественного гнутья арматуры, то все его элементы фиксируют на массивной плите. Такая переносная плита может крепиться на месте работы при помощи болтовых соединений или специальных штырей, приваренных к ее нижней части. Однако самодельный ручной гибочный станок для арматуры может быть использован только для работы с металлическими прутками, диаметр которых не превышает 10 мм.
Еще один вариант конструкции станка: прорезь в центральном элементе, являющемся также осью вращения рычага, позволяет фиксировать арматуру
- Принцип работы тот же
- Основанием может служить любая устойчивая опора
- Две прорези в центральном элементе для арматуры различного диаметра

Необходимые материалы и инструменты:
- стальной уголок 40Х40 мм;
- листовая сталь толщиной 6÷8 мм;
- кусок гладкого прутка Ø=10÷12 мм длиной 50÷60 мм;
- отрезок трубы Ø=11-13 мм (внутренний) длиной 40÷50 мм;
- шпилька М8÷М10 для крепления поворотного рычага;
- сварочный аппарат (можно воспользоваться услугами ближайшей мастерской по ремонту автомобилей);
- болгарка или ножовка по металлу.
Порядок изготовления:
- Из стального листа вырезаем основание размером 300÷400Х200÷300 мм.
- Сверлим два отверстия 10÷12 мм (одно – для штыря, вокруг которого будем осуществлять загиб прутка, второе – для шпильки поворотного рычага).
- Привариваем упорный уголок, штырь и шпильку.
- Одеваем поворотный рычаг на шпильку и фиксируем его гайкой.
- Кусок трубы одеваем на штырь и получаем ролик для загиба.
- Крепим основание к верстаку или рабочему столу.
В первом варианте в качестве основания и рабочего стола использован металлический швеллер с приваренными ножками из арматурных прутьев, во втором – основание крепят к верстаку при помощи строительных струбцин.
Ручной станок имеет довольно простую конструкцию, и для самостоятельного его изготовления достаточно обратиться к грамотному чертежу приспособления. Основой служит металлическая станина, к которой приваривается штырь круглого сечения или обыкновенный уголок. Другим элементом является поворотная платформа, к которой приваривается рычаг, гибочный и центральный штыри.
Все элементы переносного самодельного станка фиксируются на массивной плите. Эта, также переносная, плита на месте работы может крепиться болтовыми соединениями или с помощью специальных штырей, приваренных к ее нижней части. Самодельный станок может использоваться лишь для сгибания металлических прутков, чей диаметр не больше 10 мм.
1. Оборудование для правки, резки и гибки
Для предварительной обработки арматуры применяют станки для очистки, упрочнения, волочения, сплющивания, гибки арматуры, правки и резки.
Производство арматурных изделий в арматурных цехах заводов организовано в основном по агрегатно-поточной технологии с частичным использованием конвейерного способа на отдельных участках (линиях), например на линиях по изготовлению сварных арматурных сеток. Степень механизации и автоматизации зависит от номенклатуры арматурных изделий, сложности и объема их производства, типа применяемого оборудования и технико-экономических показателей производства. На рис. 2 показана схема компоновки оборудования арматурного цеха завода ЖБИ.
При изготовлении ненапрягаемой арматуры технологический процесс складывается из следующих операций, выполняемых в определенной последовательности с использованием соответствующего оборудования: разгрузки, складирования и хранения арматурной стали в закрытых складах, оснащенных мостовыми кранами; резания стали по длине на прави´льно-отрезных станках и на ножницах;
стыковой сварки на стыкосварочных машинах; гибки стержневой арматуры на универсальных гибочных станках; сварки арматурных плоских сеток на многоили одноточечных сварочных машинах; гибки сеток на гибочных машинах; сборки и сварки объемных арматурных каркасов в кондукторах на сборочно-сварочных установках;
комплектации и хранения арматурных изделий в контейнерах; транспортирования арматурных изделий в формовочные цеха с помощью мостовых кранов, кран-балок, консольных кранов, роликовых контейнеров, передаточных тележек, электрокаров или специальных контейнеров; изготовления сварных закладных деталей с помощью пресс-ножниц, прессов, сверлильных и гибочных станков;
Рис. 2. Схема компоновки оборудования арматурного цеха завода ЖБИ: 1 — пакетировщик; 2 — многоточечная сварочная машина; 3 — стол; 4 — ножницы для поперечной резки сеток; 5 — прави´льное устройство; 6, 12 — стыкосварочная машина; 7 — электроточило для зачистки грата; 8 — консольный кран для установки мотков;
9 — бухтодержатели; 10 — мостовой кран; 11 — станок для резки прутков; 13 — самоходная тележка; 14 — прави´льно-отрезной станок; 15 — станок для гибки арматурных стержней; 16 — одноточечная сварочная машина; 17 — машина для гибки арматурных сеток; 18, 19 — соответственно горизонтальная и вертикальная установки для сборки арматурных каркасов
высадка анкерных головок или изготовление анкеров других типов; натяжение арматуры с помощью электронагрева или гидродомкратов; отрезка концов арматуры после твердения бетона с помощью газорезки или машин с вращающимися дисками. В некоторых случаях для повышения механической характеристики стали ее упрочняют вытяжкой на специальных линиях, оснащенных гидродомкратами или специальными машинами.
При разработке технологической схемы изготовления арматурных изделий в арматурном цехе завода необходимо учитывать поточность производства отдельных видов рабочих операций и по возможности не допускать встречных потоков. Наибольшее распространение получили арматурные цехи мощностью 1…3 тыс. т арматуры в год, которые оснащаются линиями и станками, позволяющими механизировать все основные процессы изготовления арматурных изделий.
Сделав относительно небольшие финансовые вложения на организацию и дальнейшую работу предприятия по производству композитной арматуры для фундамента, можно получить значительную прибыль.
Технология такого производства из Китая требует минимум затрат на сырье и материалы, а соотношение цена-качество гораздо лучше, чем у металлической арматуры.

Оборудование для производства стеклопластиковой арматуры не занимает много места
Среди основных достоинств, можно выделить следующие моменты:
- оборудование для производства стеклопластиковой арматуры имеет небольшие габариты и для его обслуживания не требуется многочисленный персонал;
- для запуска рабочей линии не требуется помещение с большой площадью;
- затраты по производству на 30% меньше, в сравнении с вложениями на изготовление металлической арматуры;
- вес арматуры для фундамента позволяет отказаться от использования большегрузного транспорта. Для сравнения — 160 кг композитной арматуры соответствуют 2 тоннам изделия из металла, при одинаковых параметрах;
- в виду небольшого производства, существует оперативная возможность подстраиваться под требования заказчиков, которым необходимы небольшие партии арматуры для фундамента. Основными потребителями могут стать индивидуальные застройщики, строительные бригады или небольшие фирмы, специализирующиеся на постройке только фундамента зданий. Свой интерес могут проявить также магазины по продаже стройматериалов и крупные компании, занимающиеся промышленным строительством;
- за небольшой промежуток времени, вложения возвращаются и в дальнейшем производство только приносит прибыль, особенно при наличии долгосрочных контрактов с постоянными покупателями.
к меню ↑
Популярными среди строителей являются китайские агрегаты модели GW40, отличающиеся невысокой стоимостью и высоким уровнем практичности. С их помощью выполняют сгибание прутков сечением не более 4 сантиметров (арматура А2 и А1) и не более 3,2 сантиметров (А4 и А3).
GW40 реализуются в двух вариантах исполнения – мобильном и стационарном. Мобильное оборудование обычно применяется на строительных объектах, а стационарное устанавливается на предприятиях, занятых выпуском железобетонных изделий и конструкций.
Гибочный станок GW40 имеет следующие технические характеристики:
- напряжение – 380 вольт;
- угол сгибания – от 0 до 180 градусов;
- масса установки – 280 килограмм;
- вращение диска (скорость) – 8 оборотов в минуту;
- габариты – 75 (длина) на 71 (ширина) на 80 (высота) сантиметров;
- мощность электрического двигателя – 3 киловатта.
Агрегат управляется вручную и при помощи ножной педали.
Большей мощностью (4 киловатта) и техническими возможностями обладает машина GW50. Она позволяет без труда сгибать арматуру (круглый профиль) до 50 сантиметров. Но и масса такой установки повыше – 420 килограмм (как и ее габаритные размеры – 100 на 88 на 78 сантиметров).
Востребован и станок для гибки арматуры МГА российского производства. Его эксплуатируют на стройплощадках (под навесом), в цехах предприятий, которые изготавливают всевозможные конструкции из металла и стали, а также из железобетона. Конструкция МГА включает в себя рабочий диск и плиту, центральный палец, кулачки реверса и остановки, рольганг, штырь, ролики, конечный выключатель реверса.
МГА снабжается 3-киловаттным электродвигателем, подключаемым к сети 380 вольт. Он сгибает арматуру класса А3 (толщиной до 3,2 см), А2 (до 3,6 см) и А1 (до 40 см). Производит данный станок для гибки арматуры компания “Долина” (Кувандыкский кузнечно-прессовый комбинат), который гарантирует высокое качество своего оборудования. Заметим, что все установки МГА имеют сертификаты качества.
Также можно приобрести и другое известное оборудование для сгибания металлоизделий. Например, станки АГ-42, АГ-40 и 40М от российско-итальянского бренда характеризуются безопасностью использования и превосходной производительностью за счет применения при их изготовлении самых новых европейских технологий.
Они снабжаются демонтируемыми отверстиями в раме и колесами, что позволяет перемещать гибочные машины по производственному цеху или строительному объекту при помощи крана. Кроме того, станки АГ способны гнуть несколько металлических прутов одновременно. На них, кстати, можно монтировать дополнительные приспособления, чтобы осуществлять двойной изгиб деталей, а также выпускать спиральные изделия, петли и скобы.
Установки СГА-1 и 1ЭБ способны обработать арматуру толщиной до 4 сантиметров. Они снабжены двигателем на 3 киловатта, имеют повышенную надежность всех механизмов и составных частей, отличаются хорошей ремонтопригодностью, дают возможность посредством перестановки съемных шестерен увеличивать или уменьшать скорость, с которой вращается рабочий диск. На станок для гибки арматуры СГА-1ЭБ монтируется электронный блок, что отличает его от машины СГА-1, которая не располагает подобным устройством.
Итальянское высокотехнологичное гибочное оборудование IСARO с педальным и ручным управлением, на котором можно обрабатывать сложные с точки зрения геометрии изделия включая спирали. Особая конструкция установок IСARO разрешает эксплуатировать их без перерывов (даже на протяжении 24 часов) и добиваться при этом уникальной точности изгиба арматуры.
Гибка арматуры без специального устройства
Часто бывают случаи, когда использовать станки для осуществления гибки металлической арматуры, даже самодельные, нет возможности, а согнуть арматуру необходимо. Во всех подобных ситуациях следует помнить, что любая попытка согнуть металлический пруток своими руками может привести к серьезным травмам. Арматура при такой гибке может отпружинить и нанести серьезный вред вашему здоровью.
Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.
Два отрезка трубы помогут согнуть арматуру при отсутствии других вариантов
Если под рукой есть сварка, то к трубе можно приварить короткий отрезок этой же трубы
один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
Когда нельзя использовать станок для сгибания арматуры, некоторые стараются выполнить процедуру, используя подручные средства. Однако тут нужно помнить, что подобная самодеятельность может стать причинной получения серьезных травм: арматура может отпружинить и нанести увечья.

При хорошей физической форме гибка арматуры может быть произведена без станка, если диаметр прутка не больше 8 мм. Но есть большая вероятность того, что сгиб будет чрезмерно большим, и гнутый пруток не будет отвечать предъявленным к нему требованиям.
Заметно улучшить результат позволит самодельное устройство из двух стальных труб, при помощи которых в домашних условиях может быть выполнено даже сгибание прутков большого диаметра. Увеличить диаметр арматуры позволит использование очень длинных труб.
Схема работы самодельного гибщика арматуры довольно проста: один конец арматуры фиксируется в одной трубе, а вторая труба надевается на свободный конец прута. Чтобы согнуть прут, наступают на одну из труб, вторую же вместе с концом арматуры, находящейся в ней, поднимают вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, врыть в землю или даже забетонировать.
Популярные модели
Цена ручного гибочного оборудования зависит от производительности, скорости выполнения операций, формы и толщины изделий, которые на нем можно обрабатывать. Опишем коротко наиболее востребованные модели РСГА, продающиеся в наших строительных магазинах:
 DR-12, DR-20 и DR-25 (производитель Diam-Almaz) — ручные гибщики арматуры российского производства. Использоваться могут в домашних условиях и на строительных объектах, где нужно гнуть арматуру и прутья из углеродистой стали и прочих сплавов. Любой станок марки Diam-Almaz имеет надежные ограничители длины подачи и угла сгиба изделий. Данный инструмент свободно фиксирует детали зажимом, а установить его можно на любой верстак.
DR-12, DR-20 и DR-25 (производитель Diam-Almaz) — ручные гибщики арматуры российского производства. Использоваться могут в домашних условиях и на строительных объектах, где нужно гнуть арматуру и прутья из углеродистой стали и прочих сплавов. Любой станок марки Diam-Almaz имеет надежные ограничители длины подачи и угла сгиба изделий. Данный инструмент свободно фиксирует детали зажимом, а установить его можно на любой верстак.- СО-350 (производитель МИСОМ) — белорусское производство. На станках данной марки можно гнуть арматуру с сечением 12, 25, 20,30 мм. Прочные простые конструкции, позволяющие гнуть одновременно 2−4 прутка. Весят мало — 10−30 кг, гарантируют получение максимально ровных точных изгибов.
- Alba — гибочные профессиональные станки, которые предназначаются для применения в промышленных цехах и на стройке. Позволяют работать с арматурой А-III и А-I до Ø30 мм. Безотказны, имеют длительный срок службы, высокомобильны и прочны.
Популярны также российские станки УО-120, 12Е и 10Е турецкой фирмы Afagan.




