 Гибкий.ру
Гибкий.ру инструкция по осмотру, разделке, ремонту и испытанию шахтных гибких кабелей | гарант
3. Ремонт шахтных гибких кабелей с резиновой изоляцией и шлангом
3.1. Ремонт гибких кабелей способом горячей вулканизации производится обученным персоналом в чистом и сухом помещении на поверхности шахты. Допускается ремонт гибких кабелей производить непосредственно в шахте с помощью взрывобезопасных вулканизационных аппаратов.
3.4. Соединение между собой двух отрезков гибкого четырехжильного кабеля производят следующим образом: с концов кабеля на длину до 250 мм снимают наружную оболочку, срезая на конус, и зачищают поверхность напильником на длине до 40 мм.
3.6. При соединении семижильных кабелей на одном конце заземляющую жилу оставляют длиной 300 мм от оболочки, а основные жилы отрезают (по часовой стрелке, начиная от пучка вспомогательных жил) на длину соответственно 250, 200 и 150 мм. На другом конце кабеля заземляющую жилу отрезают на длину 100 мм, а основные жилы отрезают в обратном порядке (против часовой стрелки) на длину соответственно 150, 200 и 250 мм. В таком же порядке отрезаются и вспомогательные жилы с шагом в 50 мм (рис. 2, б). С концов каждой основной жилы снимается изоляция на длину 30-60 мм.
3.8. Соединенные жилы обматывают лентой из сырой резины в несколько слоев так, чтобы накладываемая изоляция по толщине была не менее толщины основной изоляции жил. При соединении жил двух отрезков кабеля необходимо следить за тем, чтобы изоляция соединяемых жил совпадала по расцветке, а также за тем, чтобы жилы в месте ремонта кабеля не перекрещивались между собой.
3.9. Заземляющую изолированную лакотканью жилу, соединенную одним из приведенных способов, укладывают в центре скрутки основных и пучка вспомогательных жил. Промежутки между жилами по окружности заполняют полосками из сырой резины для придания круглой формы, после чего все жилы кабеля обматываются миткалевой лентой в один слой с 10%-ным перекрытием.
3.10. Восстановление шланговой оболочки на ремонтируемом участке кабеля производят, как указано в п. 3.2.
4. Ремонт резиновых шланговых оболочек шахтных кабелей самовулканизирующимися материалами
4.1. Ремонт резиновых шланговых оболочек гибких кабелей с применением самовулканизирующихся материалов допускается производить непосредственно в шахте.
4.2. Ремонт шланговой оболочки осуществляется с помощью самовулканизирующихся клея, пасты и вулканизованной починочной резиновой ленты.
4.3. Не подлежат ремонту кабели, оболочки которых в значительной степени потеряли эластичность вследствие старения резины или ее порчи маслом, керосином и др.
4.4. Ремонту в шахте подлежат шланговые оболочки гибких кабелей с длиной повреждения не более 150 мм при условии целостности экрана и изоляции жил и отсутствия влаги под шлангом кабеля.
4.6. Перед началом ремонта необходимо отключить кабель от сети, заблокировать рукоятку отключающего аппарата и вывесить предупреждающий плакат «Не включать, работают люди!».
4.12. После ремонта и отделки отремонтированного места лента не должна отслаиваться в месте соединения со шлангом кабеля.
4.13. Кабель может вводиться в эксплуатацию сразу же после ремонта оболочки. Однако если кабель при работе подвергается перетяжке по почве, то после ремонта необходима выдержка времени на самовулканизацию резины не менее 3 ч.
Инструмент и материалы, необходимые для ремонта, приведены в табл. 1 и 2.
Таблица 1
Инструмент, необходимый для ремонта
Таблица 2
Материалы, необходимые для ремонта
Наименование материала | Размеры | Количество для одной починки, г | Примечание |
Самовулканизирующийся клей марки КФ-47 | — | 70 | ТУ ХЭ 114-74 |
То же, паста марки ПС-68 | — | 20 | ТУ ХЭ 115-74 |
Вулканизованная починочная резина марки ШВПН-52 | Лента толщиной 0,8-1,0, мм, шириной 50 мм в рулонах | 150 | ГОСТ 2068-70 |
Фторопласт | Лента толщиной 0,04-0,06 мм, шириной 50 мм в рулонах | 15 | ТУ МХП М-162-66 (лента используется многократно) |
Бензин | — | 30 | ГОСТ 1012-72 или ГОСТ 2084-67 |
Правила хранения и техника безопасности при работе с клеями, пастой и растворителями
4.14. Помещение для хранения растворителей, клеев и паст должно быть огнестойким, хорошо проветриваемым и снабжено необходимым противопожарным инвентарем.
4.15. Емкости с растворителями, клеями и пастами должны быть при хранении закрытыми.
4.16. Хранение растворителей, клеев и паст допускается при температуре от 5 до 40°С в местах, удаленных от нагревательных элементов.
4.17. В шахтных мастерских допускается хранение не более двухсменного запаса починочных материалов и растворителей в специально оборудованных металлических ящиках с закрывающимися на замок крышками. Металлические ящики должны быть расположены вдали от нагревательных элементов. Запрещается установка ящиков с починочными материалами и растворителями в проходах и тамбурах.
4.18. В случае проливания растворителей или клея их необходимо засыпать песком и убрать.
4.19. Запрещается работать с починочными материалами с применением открытого огня или вблизи него.
4.20. После ремонта кабеля остатки клея, пасты, растворителей, а также применяемые для ремонта кисти должны убираться в закрытые железные ящики. Кисти после ремонта промываются в бензине.
4.21. Запрещается слив растворителей и клеев в канализацию.
5. Ремонт шахтных гибких кабелей с пластмассовой изоляцией и шлангом
5.1. Ремонт и соединение гибких кабелей с изоляцией и оболочкой из поливинилхлоридного (ПВХ) пластиката, требующего местного подогрева нагревательным элементом для сваривания, производят на поверхности шахт.
5.3. Жилы на одном из соединяемых концов кабеля должны иметь следующие длины: жила заземления — 300 мм, расположенные за ней по часовой стрелке силовые жилы — соответственно 250, 200, 150 и 100 мм.
5.5. С концов каждой жилы снимают изоляцию на длину 60-70 мм. При снятии изоляции необходимо следить за тем, чтобы при надрезе изоляции не повреждались проволоки стренг жилы.
5.8. На восстановленный участок изоляции накладывают электропроводящий экран следующим образом: поверх изоляции жил наматывают липкой стороной вверх изоляционную ленту ЛТ-40 в один слой, на которую насыпают порошок мелкого графита и тщательно втирают в липкий слой ленты, с тем чтобы слой графита стал сплошным и однородным.
5.9. После восстановления изоляции и индивидуальных экранов участок соединения кабеля закручивают в направлении скрутки жил до нормального шага и закрепляют в специальных зажимах в натянутом состоянии для проведения работ по восстановлению оболочки.
5.11. Ремонт кабеля при повреждении оболочки производят следующим образом. Поврежденный участок кабеля протирают ветошью, смоченной бензином. После высыхания бензина нагревательный элемент в холодном состоянии вводят в разрыв оболочки и включают напряжение для его подогрева.
5.12. По мере разогрева и расплавления пластиката оболочки нагревательный элемент медленно поворачивают вдоль разрыва оболочки и одновременно сдавливают пальцами поврежденную оболочку. Края сваренной оболочки заглаживают нагревательным элементом.
5.14. Если повреждение оболочки произошло по всему периметру кабеля, делают надрез по окружности и вдоль кабеля и снимают поврежденную часть оболочки. На оболочке с одного конца на длину 10 мм делают конус и зачищают напильником.
5.15. На подготовленную конусную часть оболочки надвигают оболочку с другого конца шланга до покрытия конусной части. Шланговую оболочку для этой цели сдвигают с одной и другой стороны по скрутке жил.
5.16. Для сваривания надвинутой части шланга нагревательный элемент в холодном состоянии вводят между двумя оболочками и включают напряжение.
5.17. По мере нагрева и расплавления поливинилхлоридного шланга нагревательный элемент перемещают между надвинутыми концами шланга по периметру кабеля, а прогретый участок придавливают пальцами руки, где и происходит сваривание оболочки.
5.20. Электродержатель для дуговой сварки жил применяется с гибким проводом длиною 5-7 м, сечением 25 .
5.21. Для выполнения ремонтных работ применяются следующие инструменты:
Расход материалов, необходимых для ремонта, приведен в табл. 3.
Таблица 3
Материал и его назначение | Расход, кг | |
на выполнение 100 соединений | на выполнение 100 ремонтов оболочки | |
Бензин для протирки (ГОСТ 1012-72) | 5,0 | 5,0 |
Ветошь для протирки (ГОСТ 5354-74) | 10 м | 10 м |
Лента ПВХ пластиката (ГОСТ 17617-72) | 10,0 | 1,0 |
Склеивающая лента ЛТ-40 (МРТУ6-17-276-68) | 2,5 | — |
Изоляционная лента ПВХ (ГОСТ 16214-70) | 3,0 | — |
Графитный порошок АС-1 (ГОСТ 10273-72) | 1,0 | — |
Технический ацетон (ГОСТ 2768-69) | 1,0 | — |
Медные гильзы (ГОСТ 7388-70) | 4,0 | — |
Оловянный припой ПОС-40 (ГОСТ 1499-70) | 0,5 | — |
6. Испытания шахтных гибких кабелей после ремонта
6.1.Гибкие кабели после ремонта должны подвергаться контрольным испытаниям. Кабели, не выдержавшие испытания хотя бы по одному из указанных ниже пунктов, должны быть вновь отремонтированы.
6.3. После механических испытаний измеряют сопротивление изоляции основных и вспомогательных жил. При этом сопротивление изоляции каждой жилы, измеренное мегомметром при температуре окружающей среды 20°С, должно быть не менее 100 МОм.
6.5. В нагретом состоянии кабеля измеряют сопротивление изоляции, при этом сопротивление изоляции каждой основной жилы гибкого кабеля должно быть не менее 10 МОм на 1 км длины, а для особо гибкого — 1 МОм.
6.6. Испытания гибкого кабеля после ремонта на обрыв жил и замыкание между ними могут производиться прибором ИПК-4 или другим способом.
Сущность процесса вулканизация кабелей и проводов с резиновой изоляцией
При повышении температуры до определенного уровня (обычно 140 — 160 °С) введенные в резиновую смесь вулканизующие агенты вступают в реакцию с молекулами каучука, и происходит образование сшитой структуры полимера. Физико-механические свойства резин сильно зависят от времени процесса вулканизации.
Степень вулканизации обычно оценивают путем измерения прочностных характеристик резин, например предела прочности при разрыве. В начале вулканизации с увеличением времени процесса т наблюдается увеличение прочности при разрыве (участок кривой до точки А Это объясняется все увеличивающейся степенью сшивания структуры полимера.
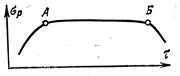
Характерная зависимость прочности при разрыве от времени вулканизации для резин
Участок АВ, при котором разрывная прочность максимальна и уже не изменяется от времени, называется плато вулканизации. После точки В наблюдается уменьшение разрывной прочности, что связано с преобладанием явлений деструкции, вызванных нагревом резины.
Наилучшей технологичностью обладают резины, у которых точка А наступает возможно раньше, а плато вулканизации как можно более широкое.
Первое обстоятельство дает возможность повысить производительность процесса (вулканизации, второе — уменьшает вероятность перевулканизации наружных слоев при прогреве внутренних слоев до степени, необходимой для их вулканизации).
Резины с применением в качестве вулканизующего агента тиурама обычно имеют более широкое плато вулканизации, чем сернистые резины.
При повышении температуры физико-механические процессы, проходящие в веществе, обычно протекают быстрее. Установлено, что скорость вулканизации сильно зависит от температуры, причем при увеличении температуры по закону арифметической прогрессии время вулканизации уменьшается примерно по закону геометрической прогрессии. Процесс вулканизации, как правило, начинается при 115 — 130 °С. Для убыстрения процесса в соответствии с вышеприведенными соображениями следует его проводить при возможно большей температуре. Однако чрезмерный нагрев может необратимо ухудшить физико-механические показатели резины из-за интенсивных процессов окисления и деструкции каучука. Поэтому для кабельных резин на основе синтетических бутадиеновых и бутадиен-стирольных каучуков температура вулканизации не должна превышать 210— 215 °С, для резин (на основе натурального и изопренового каучуков — не выше 205 °С, а для резин на основе полихлоропренового каучука — не выше 185 °С.
Во время процесса вулканизации резиновая смесь получает тепло от теплоносящей среды, в качестве которой могут быть горячий воздух, водяной пар, глицерин, расплавленный металл и пр. Чаще всего такой средой является насыщенный водяной пар. Применение его имеет целый ряд преимуществ перед другими теплоносителями: простота получения, удобство транспортировки, технологическая чистота. Очень важным достоинством насыщенного водяного пара является также большое теплосодержание и однозначная связь между давлением и температурой, что позволяет легко контролировать температурные условия измерением давления. Повышенное давление пара (0,3 — 2 МПа) препятствует также образованию вздутий и пористости, которые могут произойти в процессе вулканизации в резиновой изоляции или оболочке.
Вулканизация кабельных изделий чаще всего производится в вулканизационных котлах или в агрегатах непрерывной вулканизации. В первом случае провода или кабели намотаны на барабаны или уложены в специальные тарелки с тальком, во втором — изделие проходит через длинную вулканизационную трубу.
В процессе вулканизации наружные слои изоляции нагреваются быстрее, внутренние — медленнее, а так как процесс вулканизации сильно зависит от температуры, то и вулканизованы они будут в разной степени.
§
При переработке резиновых смесей на червячных прессах материал в прессе подвержен в отличие от, например, полиэтилена действию других факторов. Разогретую резиновую смесь нельзя считать вязкой жидкостью, которая течет в канале червяка. Производительность пресса для переработки резины определяется количеством массы, выдавленной за один оборот червяка. Она зависит от объема витка нарезки червяка, его заходности, плотности материала и степени заполнения массой канала червяка.
Червячные прессы для опресоования резиной имеют более короткие червяки (длина 4 — 12D) по сравнению с прессами для переработки пластмасс. Для прессов часто применяют червяки с двух- и трехзаходной нарезкой. Температура головки в червячных прессах для разных типов каучука колеблется в пределах 50 — 90 °С, причем соблюдение выбранного температурного режима в зонах цилиндра и головке весьма важно во избежание частичной подвулканизации резиновой смеси.

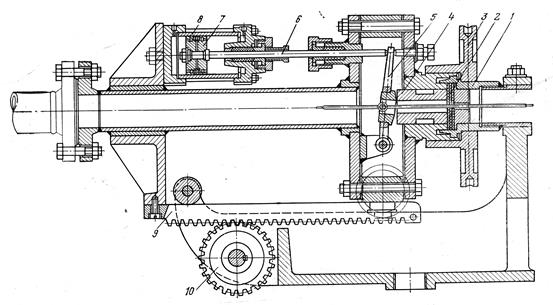
Схема агрегата для наложения резиновой изоляции и оболочек.
1 — отдающее устройство,
2 — счетчик длины,
3 — червячный пресс,
4 — охлаждающая ванна,
5 — тяювое устройство;
6 — калькирующие приспособления,
7 — приемник.
В загрузочное отверстие прессов резина поступает в виде лент в холодном или подогретом до 45 — 70 °С состоянии, причем подогрев резины обычно производят на подогревательных вальцах.
Одной из особенностей опрессования резиной является изменение размеров резиновой изоляции или оболочки. Вследствие упругости резиновой смеси наружный диаметр наложенного на прессе слоя резины больше диаметра матрицы. Поэтому при выборе рабочего инструмента учитывают это явление введением соответствующей поправки на его размеры.
Охлаждение резиновой изоляции или оболочки осуществляется холодной водой в охлаждающей ванне, а также на тяговом устройстве, колеса которого погружаются в ванну с проточной водой. Это позволяет уменьшить в процессе проектирования общую длину агрегата.
Между тяговым и приемным устройствами находится талькирующее устройство, проходя через которое провод или кабель покрывается слоем талька во избежание слипания витков.
Приемные устройства позволяют получить кабель, намотанный на барабан или уложенный в специальные тарелки с тальком. Последний способ применяется для кабелей со значительной толщиной изоляции или оболочки, а также в случае применения высокопластичной резины.
§
На линиях непрерывной вулканизации наложение изоляции совмещено с вулканизацией на проход в длинной вулканизационной трубе (камере), которая герметично соединена с головкой экструдера. Изолированная резиной токопроводящая жила попадает из экструдера в атмосферу теплоносителя — насыщенного водяного пара и за счет полученного тепла осуществляется вулканизация резиновой смеси, которая должна протекать за время, соответствующее плато вулканизаций. Чем длиннее вулканизационная камера, тем большую скорость прохождения жилы через нее можно допустить при обеспечении нужной степени вулканизации.
В состав АНВ (ЛКНВ) обычно входят: отдающее устройство; горизонтальный накопитель для непрерывной работы линии при переходе с одной заготовки на другую; тормозное устройство; устройства для подогрева, полуотжига и отжига токопроводящей жилы сечением до 50 мм2, экструдер; заправочная камера; вулканизационная камера с концевым затвором и камера концевого затвора, обеспечивающая давление пара, равное давлению воды, или вулканизационная камера с паровым затвором; охлаждающая камера с концевым затвором; насосная станция; ванна открытого охлаждения; обдувочное устройство; тяговое устройство; талькирующее устройство; компенсатор приемного устройства; приемное устройство.
Основными элементами АНВ, определяющими ее производительность, являются экструдер и вулканизационная камера. От параметров экструдера зависит скорость наложения изоляции или оболочки, а от длины вулканизационной камеры и температуры в ней зависит скорость процесса вулканизации, что в конечном итоге определяет производительность процесса.
Применение АНВ основано на использовании свойства резин резко уменьшать время, необходимое для вулканизации, при повышении температуры Так, при 200 °С время вулканизации составляет 1—2 мин. С отдающего устройства жила сначала поступает в головку червячного пресса, где па жилу накладывается слой резины, а затем в вулканизационную камеру. Последняя представляет собой трубу длиной до 50—100 м, в которой происходят нагрев и вулканизация резиновой изоляции или оболочки при 200°С (давление около 2 МПа).
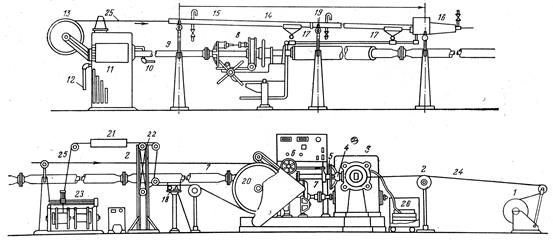
Рис. 6.10. Кабельная линия непрерывной вулканизации.
1 — отдающее устройство с натяжным роликом;
2 — направляющий ролик;
3 — экструдер;
4 — маховик накидной гайки входного затвора;
5 — телескопический входной затвор,
5 — щит контрольно-измерительных приборов;
7 — вулканизационная камера;
8 — промежуточный затвор;
9 — охлаждающая камера;
10 — труба для подачи охлаждающей воды;
11 — водяной (выходной) затвор;
12 — патрубок для слива воды;
13 — поворотный ролик;
14 — охлаждающий желоб;
15 — кран для подачи охлаждающей воды;
16 — приспособление для обдува изолированной жилы;
17— воронка сливная;
18 — измеритель диаметра;
19 — опорные ролики;
20 — тяговое устройство;
21 — аппарат сухого испытания;
22 — компенсатор;
23 — приемник на два барабана;
24 — токопроводящая жила;
25 — изолированная жила;
26 — лента резиновой смеси.
Во избежание охлаждения стенок вулканизационной трубы они хорошо теплоизолируются и подогреваются пропусканием пара в специальную рубашку или за счет индукционного нагрева. Скорость прохождения провода через трубу может достигать 100— 220 м/мин.
После вулканизационной трубы изолированная жила проходит через охлаждающую камеру с холодной водой под давлением до 0,6—0,8 МПа во избежание образования пористости и вздутий в изоляции.
После охлаждающей камеры изолированная жила подвергается сушке посредством обдува воздухом, затем поступает на тяговое колесо, проходит через аппарат сухого испытания (АСИ) и поступает на приемный барабан.
В АСИ между поверхностью изоляции и жилой прикладывается напряжение, выбираемое таким образом, чтобы пробивалась лишь изоляция, имеющая явные дефекты.
§
Наиболее часто применяются в экструдерах АНВ прямоугольные головки. Внутренние полости в головке имеют, возможно меньший объем и плавные переходы. Это необходимо для предотвращения задержки потока резиновой смеси и ее перегрева и преждевременной вулканизации. Перед матрицей в головке помещают специальное кольцо, имеющее разные отверстия для прохода резиновой смеси. Так как поток в прямоугольной головке, переходя из цилиндра в матрицу, испытывает поворот на 90°, то необходимо выровнять давление в матрице, которое может быть неравномерным из-за прохождения разными частями потока разных по длине путей при повороте. Выравнивание давления достигается тем, что меньшие отверстия в кольце (т. е. большее сопротивление потоку) располагаются на пути тех участков потока смеси, которые проходят меньший путь. Этим обеспечивается лучшая концентричность накладываемого слоя резины.
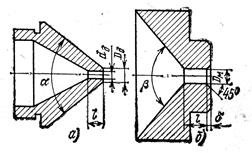
Формующий инструмент для наложения резиновой изоляции и оболочки на ЛКНВ. а — дорн; б — матрица.
Устройство головки в экструдерах АНВ таково, что имеется возможность смещать относительно друг друга дорн и матрицу в плоскости, перпендикулярной их осям. Для этого служат специальные регулировочные болты. Это дает возможность регулировать концентричность накладываемого слоя резиновой смеси.
Заправочная камера служит для герметичного соединения головки экструдера с вулканизационной камерой. Она представляет собой цилиндр, внутри которого расположена выдвижная телескопическая труба. С одной стороны труба может плотно соединяться с головкой экструдера, а с другой — в месте входа в цилиндр — имеется специальное уплотнение. Наличие такой подвижной трубы позволяет с помощью специального устройства (зубчатая рейка со штурвалом) открывать заправочную камеру при неработающем экструдере и осуществлять заправку АНВ.
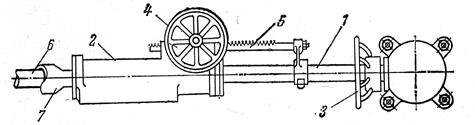
Входной затвор АНВ (заправочная камера).
1 — подвижная телескопическая труба;
2 — цилиндр заправочной камеры;
3 — штурвал запирающего механизма;
4 — маховичок с шестеренкой;
5 — зубчатая рейка;
6 — вулканизационная камера;
7 — паровая рубашка.
Вулканизационная камера представляет собой длинную трубу, состоящую из нескольких звеньев — высокопрочных стальных труб диаметром 75 — 250 мм. Одним концом вулканизационная камера соединяется с заправочной камерой, другим через паровой (промежуточный) затвор — с охлаждающей камерой.
Промежуточный паровой затвор.
1 — концевая втулка с заплечиками для штурвала;
2 — резиновая прокладка;
3 — штурвал для соединения вулканизационной камеры с затвором;
4 — нажимная втулка;
5 — рычаг давления на нажимную втулку;
6 — шток пневматического цилиндра;
7 — поршень цилиндра;
8 — пневматический цилиндр;
9 — зубчатая рейка;
10 — шестерня для открывания затвора.
К входу вулканизационной камеры подводится труба с подаваемым насыщенным паром для нагрева слоя резины и его вулканизации, на выходе камеры имеется отводная труба для удаления воды (конденсата), образовавшейся при отдаче тепла паром изоляции или оболочке. Коэффициент теплоотдачи от насыщенного пара к изоляции примерно в 1,5 раза выше, чем от горячей воды. Поэтому необходимо удалять из камеры образующийся конденсат. Для этой цели камера имеет уклон (0,3—0,5 см на 1 м длины) для стока конденсата.
Для лучшей теплоизоляции вулканизационной камеры, предотвращающей увеличение расхода пара и снижение скорости вулканизации из-за уменьшения температуры, используются паровые рубашки или индукционный обогрев трубы. Паровая рубашка образуется за счет размещения поверх вулканизационной камеры теплоизолированных труб большего диаметра. В промежуток между этими трубами подается пар обычно того же давления, что и в вулканизационную камеру. При индукционном нагреве на вулканизационную трубу накладывается теплоизоляция и обмотка из провода с нагревостойкой изоляцией. Обмотка разбита по длине трубы на несколько секций, подключенных к сети самостоятельно. По обмотке пропускается переменный ток, создающий в толще трубы переменное магнитное поле. За счет потерь на вихревые токи и перемагничивание стальная труба нагревается. Температура нагрева контролируется и регулируется автоматически путем отключения или подключения данной секции к сети при отклонении температуры от заданного значения.
Так как при нагреве вулканизационная камера значительно удлиняется, то она неподвижно прикреплена лишь с одной стороны — к станине заправочной камеры. На остальных опорах камера лежит свободно на катках.
Паровой затвор обеспечивает, с одной стороны, свободное прохождение изолированного провода или жилы кабеля из вулканизационной камеры в охлаждающую, с другой — предотвращает выход из вулканизационной камеры пара, находящегося под высоким давлением. Это осуществляется путем применения ряда резиновых и стальных эластичных прокладок, имеющих отверстия для прохождения кабеля или провода. При закрывании затвора нажимным устройством создается продольное усилие и сжимаются резиновые прокладки, плотно обжимающие проходящую через затвор изолированную жилу.

Концевой затвор
Охлаждающее устройство представляет собой трубу длиной в несколько метров и того же диаметра, что и вулканизационная камера. Один конец ее соединен с подвижной частью парового затвора, другой с концевым водяным затвором. Давление воды в охлаждающей камере при наличии парового затвора поддерживается не менее 0,8 МПа. Это необходимо во избежание большого перепада давления между внутренними и наружными слоями изолированной жилы. В противном случае воздух, находящийся в промежутках между отдельными проволоками гибких жил или между жилой и изоляцией под высоким давлением (до 2 МПа), может выйти наружу при переходе из вулканизационной камеры в охлаждающую и резком снижении давления. В результате могут образоваться вздутия, прорывы или пористость изоляции.
В некоторых случаях в АНВ применяются охлаждающие устройства с холодной водой, находящейся под тем же давлением, что и пар в вулканизационной камере. В конце охлаждающей камеры размещен концевой водяной затвор, устройство которого сходно с паровым затвором.
В ряде ЛКНВ для дополнительного охлаждения имеется открытый желоб с проточной водой. При наложении резиновой изоляции для удаления остатков воды с поверхности применяют обдувочное устройство. В нем струя воздуха давлением до 0,4 МПа направлена навстречу изолированной жиле.
Тяговое устройство АНВ должно обеспечивать большие усилия для протягивания кабеля или провода через все узлы линии. Тяговые устройства бывают колесного и гусеничного типов. Для увеличения силы трения между поверхностями тягового колеса и изолированной жилы или оболочки и для уменьшения возможности проскальзывания применяют не одно, а два колеса, причем изолированная жила огибает их несколько раз. Применяются также колеса с трапециевидным желобом, в который уложен провод или кабель для увеличения поверхности трения, и с клиновидным по форме желоба ремнем, прижимающим их к желобу. Для кабелей большого диаметра применяются тяговые механизмы гусеничного типа.
Натяжной механизм устанавливается перед экструдером и служит для поддержания постоянного натяжения кабеля или провода в вулканизационной камере. Это натяжение должно поддерживаться постоянным и согласованным с натяжением тягового механизма. Натяжные механизмы также бывают колесного и гусеничного типов.
Отдающее и приемное устройства должны обеспечивать непрерывную работу АНВ без остановок на заправку и съем продукции, а также равномерность схода заготовки с отдающего устройства и приема кабеля или провода на приемное устройство. Токопроводящие жилы поступают на АНВ в бухтах, контейнерах или на барабанах. Заготовки для наложения оболочек поступают на барабанах. Бухты или контейнеры устанавливаются вблизи экструдера, конец жилы одного контейнера или бухты заранее сваривается с началом жилы другого контейнера. Жилы, поступающие на металлических барабанах, устанавливаютсй в сдвоенное безынерционное отдающее устройство. Применяются также сдвоенные отдающие устройства с устройством для торможения барабанов. Приемные устройства выполняются сдвоенными, причем процесс намотки, перевода изолированной жилы с заполненного на свободный барабан и разрезка жилы осуществляются обычно автоматически.
Проверка конструктивных размеров элементов кабеля, толщин изоляции, оболочки, наружных диаметров производится в соответствии с существующими нормами. Качество поверхности оболочек проверяется визуально. При этом на ней не должно быть проминов, вмятин, наплывов, выводящих толщину оболочки за предельные отклонения.
§
При использовании АНВ встречаются трудности, связанные с изолированием или шлангованием изделий, имеющих большую массу на единицу длины. Это вызвано тем, что при прохождении изделия в вулканизационной трубе оно имеет «точки опоры» в двух местах* головка червячного пресса и диафрагма в промежуточном затворе, соединяющем вулканизационную и охлаждающую камеры. Ввиду большой длины вулканизационной камеры кабель должен иметь определенное провисание под действием собственной силы тяжести.
Поэтому при прохождении в вулканизационной камере кабель касается ее внутренней поверхности, что приводит к образованию поверхностных дефектов («зализы») еще не вулканизованной резины.
Во избежание этого явления применяются наклонные и в вертикальные АНВ.
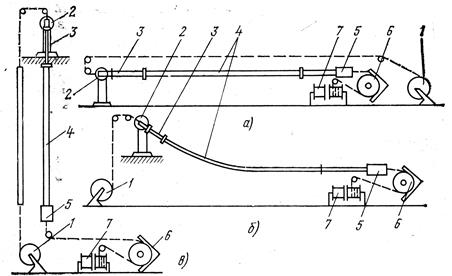
Схема расположения основных узлов ЛКНВ (а), НЛКНВ (б) и ВЛКНВ (в).
1 — отдающий барабан;
2 — экструдер;
3 — входной затвор;
4 — вулканизационная камера;
5 — выходной затвор;
6 — тяговое устройство;7 — приемное устройство.
У наклонных АНВ форма вулканизационной камеры имеет вид естественной кривой провисания опрессовываемого изделия. При правильно выбранном натяжении получается поверхность изделия без «зализов».
Однако поддержание заданного натяжения, особенно для кабелей с малым сечением токопроводящей жилы, представляет трудности.
Более удобны в эксплуатации АНВ вертикального типа, но их сооружение связано со значительными затратами.
Весьма эффективными являются АНВ наклонного типа для наложения двухслойной изоляции. Они применяются для изготовления высоковольтных кабелей с резиновой изоляцией. На этих агрегатах накладываются слои полупроводящей и изоляционной резины за один проход при помощи сдвоенных червячных прессов, которые имеют два цилиндра и одну общую головку.
Двухслойное опрессование целесообразно применять для изготовления кабелей со значительной радиальной толщиной изоляции. Поэтому такое опрессование применяют в основном на АНВ наклонного и вертикального типов.
§
В процессе производства кабелей и проводов с пластмассовой и резиновой изоляцией широкое распространение получили экструдеры (червячные прессы), которые позволяют осуществлять непрерывный процесс наложения изоляции оболочки и выпускать кабельную продукцию практически неограниченной длины. Процесс такого непрерывного производства изоляции или оболочки называют экструзией или выдавливанием, а сами
прессы — экструдерами.
Наиболее широко путем экструзии перерабатываются такие термопластичные высокомолекулярные соединения, как полиэтилен, полипропилен, полиамиды, поливинилхлоридные пластикаты некоторые виды фторопластов, а также различные резиновые смеси.
Одним из основных преимуществ переработки полимеров в экструдерах является непрерывность процесса, а это в свою очередь открывает широкие возможности для совмещения процесса изолирования (или наложения оболочки) с другими операциями при изготовлении кабелей и проводов (например, волочением и отжигом токопроводящей жилы, контролем изолированной жилы, скруткой изолированных жил в группы или кабель и т. п.). Кроме того, непрерывный процесс производства кабелей и проводов открывает широкие возможности для автоматизации производственных процессов, что способствует более эффективному и качественному их осуществлению.
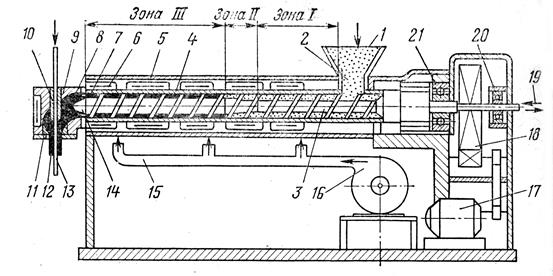
Схема экструдера
Основной рабочей частью любого экструдера является рабочий цилиндр 5, внутри которого размещается втулка 4, выполненная из специальных износоустойчивых легированных сталей, стойких к коррозии. Втулка плотно запрессована в цилиндр и имеет обогрев при помощи нагревателей 6, чаще всего электрического, реже индукционного типа. Предусматривается также внешнее охлаждение цилиндра экструдера воздухом 15 от вентилятора 16 или водой.
Главнейшим рабочим инструментом экструдера является червяк 3, который расположен внутри втулки цилиндра и приводится во вращение от электродвигателя 17 через редуктор 18. Червяк крепится в цилиндре экструдера консольно в подшипниках 20, 21, рассчитанных на значительные осевые нагрузки. Червяк имеет винтовую спиральную нарезку, которая расположена на рабочей части червяка, занимающей значительную длину. В зависимости от типа экструдера и вида перерабатываемого материала рабочая длина червяка в 4 — 25 раз превышает его диаметр.
Перерабатываемый материал 2 в виде гранул определенной формы периодически загружается или непрерывно подается специальным устройством в загрузочную воронку 1 экструдера. Вращающийся червяк за счет винтовой нарезки захватывает загруженный материал и перемещает его по направлению к зонам // и III экструдера. За счет механических усилий, действующих на материал в винтовом канале нарезки червяка, и за счет теплоты, поступающей от нагревателей цилиндра, гранулы полимера нагреваются и постепенно материал размягчается. Объем витков на входе червяка (зона / или зона загрузки) больше, чем на выходе в зоне /// — дозирующей зоне или зоне выдавливания. Отношение этих объемов называется компрессией или степенью сжатия. Количественно компрессия экструдера равна отношению плотности расплава полимера к средней плотности гранул в единице объема в зоне загрузки. Обычно компрессия в червяках для переработки пластмасс осуществляется за счет уменьшения глубины нарезки при неизменном по всей длине ее шаге. Как правило, это уменьшение глубины нарезки происходит в зоне //, которая называется зоной сжатия.
Если в начале зоны загрузки материал находится в виде гранул, то в конце этой зоны и в зоне сжатия наблюдаются уже две фазы состояния полимера — частично размягченные, но еще не расплавленные гранулы и расплав полимера. В зоне дозирования полимер уже расплавлен и полностью заполняет винтовой канал червяка.
За счет винтовой нарезки вращающегося червяка создается мощное усилие, которое выдавливает расплав полимера из цилиндра экструдера в головку 9, где расположен формующий инструмент (дорн 10 и матрица 11), обеспечивающий наложение заданного слоя 12 изоляции (или оболочки) на токопроводящую жилу 13.
Для повышения качества изоляции, повышения давления в головке, фильтрации расплава полимера между цилиндром и головкой экструдера размещается обычно пакет металлических сеток 7 и решетка 8. Во избежание образования мертвых зон в конце цилиндра, в которых скорость течения расплава равна нулю и, следовательно, происходит застой массы, конец червяка снабжается специальной насадкой 14, имеющей часто дополнительную нарезку.
Следует иметь в виду, что важное значение имеет правильно подобранный температурный режим нагрева зон цилиндра, головки и матрицы. Весьма существенным для эффективной работы экструдера является недопустимость перегрева червяка, особенно загрузочной зоны. Для этого внутри червяка имеется канал для трубы, в которую подается циркулирующая охлаждающая вода 19.
Процессы, происходящие в экструдере, весьма- сложны и не всегда поддаются строгому математическому описанию. Как было указано выше, в разных зонах экструдера полимер находится в разных состояниях, поэтому для объяснения причин его перемещения в цилиндре экструдера используются обычно различные физические модели. Рассмотрим сначала закономерности перемещения материала в загрузочной зоне пресса.
§
Экструдеры для переработки пластмасс и резиновых смесей имеют общую принципиальную конструкцию. Однако в зависимости от вида перерабатываемого материала, особенностей кабелей и проводов, которые изготовляются в экструдере, и других факторов конструктивное выполнение отдельных его элементов может быть различным.
В зависимости от взаимного положения центральных осей червяка и токопроводящей жилы или заготовки под оболочку, проходящих через головку, различают экструдеры прямоточные, с косоугольной и прямоугольной головками. В кабельной промышленности наиболее широко применяются прямоугольные головки, которые весьма удобны в эксплуатации, легко выполняются откидными, что облегчает смену формующего инструмента, фильтрующих сеток и решеток, чистку червяка и головки.
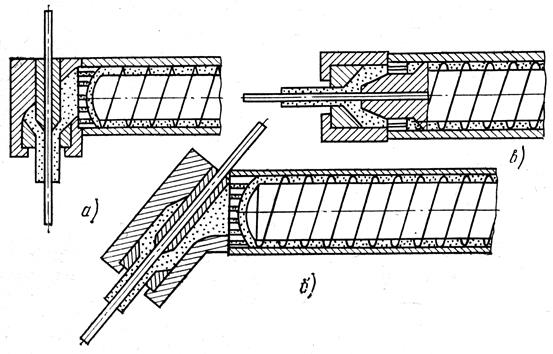
Упрощенные схемы экструдеров:
а) прямоугольный;
б) косоугольный;
в) прямоточный.
Имеет применение также косоугольная головка. Ее ось расположена под углом 40 — 60° к оси червяка, что выравнивает путь расплава полимера, поступающего из цилиндра экструдера в зону формующего инструмента. В этом ее некоторое преимущество перед прямоугольной головкой, в которой поток испытывает поворот на 90°, что затрудняет центровку изоляции на жиле. Однако, для того чтобы выполнить косоугольную головку откидной, приходится увеличивать ее объем, в том числе и объем каналов прохождения расплава. Это связано с возможностью образования так называемых «мертвых» зон в головке, в которых скорость полимера близка к нулю, что, в свою очередь, приводит к перегреву и разложению полимера и получению недоброкачественной изоляции.
Прямоточные экструдеры обеспечивают наиболее благоприятное течение расплава полимера из цилиндра к формующему инструменту. В этом случае не наблюдается поворота слоев полимера на большие углы, и это обеспечивает равномерное по толщине наложение изоляции. Однако при этом дорн располагается на вращающемся червяке, что существенно затрудняет заправку жилы и чистку головки. По этой причине прямоточные головки в кабельной промышленности не применяются, а используются в тех экструдерах, где нет необходимости во внутреннем отверстии дорна для прохождения жилы. Например, для экструзии полимерных плёнок, нитей и т.п.

Схема экструдера с двумя червяками.
Экструдеры обычно выполняются с цилиндром, в котором расположен один червяк. Однако существуют конструкции экструдеров, у которых в цилиндре расположены два червяка, оси которых параллельны, а выступы нарезки одного червяка входят во впадины другого. Такая конструкция способствует лучшей пластикации и переработке материала.
Для одновременного наложения двух или трех слоев на кабельную заготовку используются сдвоенные или строенные экструдеры. В этих агрегатах обычно различные материалы (для изоляции, экрана, оболочки) последовательно накладываются в одной общей головке. До поступления в общую головку материал каждого слоя перерабатывается в отдельном экструдере совместная работа которых синхронизирована.
При двухслойном наложении материала применяются так называемые V- или Т-образные агрегаты. Оси червяков первых расположены под углом 30-40° друг к другу, вторых — направлены навстречу.

схема T-образного экструдера.
схема V-образного экструдера.
Экструдеры для двух- и трехслойного наложения изоляции, экранов и оболочек применяются обычно для производства силовых и высоковольтных кабелей с пластмассовой или резиновой изоляцией. Для производства большинства кабелей и проводов с пластмассовой или резиновой изоляцией применяются одночервячные экструдеры с прямоугольной головкой.
Различаются эти экструдеры диаметром червяка, который является их основным техническим параметром.
§
При переработке полиэтилена в червячном прессе поддерживается следующий температурный режим (°С) по зонам обогрева:
1-я зона . . . 100—120 Головка . . . 200—270
2-я зона . . . 150—180
3-я зона . . . 180—240 Матрица . . . 220—300
Верхние границы указанных значений соответствуют случаям опрессования с высокими скоростями (более 600 м/мин).
Приведенные значения применяются при переработке полиэтилена низкой плотности.
В случае использования полиэтилена высокой плотности температуры повышаются на 40—60 °С.
Охлаждение наложенного слоя полиэтилена производится постепенно. Охлаждающая ванна состоит в этом случае обычно из трех секций. В перовой температура воды в пределах 80—90 °С, во второй 50—70 °С, в третьей 20—40 °С.
Постепенное охлаждение полиэтилена особенно необходимо при изготовлении изделий с толстым слоем изоляции или оболочки. Полиэтилен имеет большой температурный коэффициент расширения (усадки) при сравнительно низкой теплопроводности. Поэтому при резком охлаждении наружные слои, охлаждаясь, деформируются и воздействуют на внутренние, находящиеся еще в расплавленном состоянии. Поэтому возможно образование внутренних напряжений в толще изоляции, а также появление воздушных пустот в результате усадки внутренних слоев при сформировавшихся ранее наружных.
В зависимости от толщины слоя и скорости опрессования подбивают соответствующие температуры и длину секций охлаждающей ванны.
В связи с усадкой полиэтилена при охлаждении диаметр матрицы выбирается несколько большим, чем требуемый диаметр по изоляции.
Основные особенности переработки поливинилхлоридных пластикатов на червячных прессах заключаются в изменении температур в зонах обогрева пресса, конструкции червяка, головки и охлаждающей ванны.
В головке применяются специальные рассекатели и выравниватели потока, обеспечивающие наложение слоя материала концентричным слоем.
Температура (°С) в зонах пресса изменяется для различных рецептур пластиката и составляет:
1-я зона . . . 100—110 Головка . . . 160—180
2-я зона . . . 110—150
3-я зона . . . 120—160 Матрица . . . 180—200
Диаметр матрицы принимается равным диаметру изоляции или оболочки по поверхности.
Охлаждающая ванна выполняется из одной секции с холодной водой.
Переработка фторосодержащих полимеров (фторопласт-4М, фторопласт-40Ш, фторопласт-2М и пр.) на червячных прессах подчиняется ib основном тем же закономерностям, что и переработка полиэтилена, но сопряжена с рядом технических трудностей и имеет ряд особенностей.
Эти сополимеры переходят в состояние пластического течения при весьма высоких температурах (300—400 °С), часто близких к температуре разложения, и имеют вязкость расплава, значительно превышающую вязкость полиэтилена. При их переработке на прессах выделяются активные летучие фтористые вещества, вызывающие разрушение материала, из которых выполнены детали пресса, а также усложняющие работу обслуживающего персонала.
Поэтому червяк, втулка цилиндра, головка, инструмент выполняются из специальных никелевых сплавов, а агрегат снабжен системами приточнонвытяжной вентиляции.
Температуры то зонам пресса при переработке фторопласта-4М и фторолласта-40Ш составляют:
1-я зона . . . 260—310 Головка . . . 340—380
2-я зона . . . 280—320
3-я зона . . . 320—340 Матрица . . . 330—370
Указанные температуры близки к температурам разложения сополимеров. Поэтому на пути прохождения расплава в цилиндре, головке, формующем инструменте делают плавные внутренние переходы во избежание образования «мертвых» зон (скорость потока в которых равна нулю) и разложения материала из-за чрезмерного нагрева. По этой же причине, а также ввиду высокой вязкости расплава коническую часть матрицы обычно выполняют двухконусной с разницей углов в 5—10°. Цилиндрическая часть матрицы LM принимается равной 12—20 DM.
Поскольку фторопласты обладают высокой вязкостью расплава, их критические скорости сдвига невысоки и могут быть достигнуты при переработке со скоростями, применяемыми для полиэтилена. В этом случае может иметь место разрыв расплава этих полимеров.
Во избежание этого частота вращения червяка принимается для них значительно меньшей (по сравнению с другими термопластами), а диаметр матрицы DMделают намного больше, чем требуемый диаметр провода по изоляции.
При этом опрессовапие проводят с вытяжкой, которая происходит, если выдавливаемый в виде свободной трубки материал накладывается на жилу, двигающуюся со значительно большей скоростью. Этим достигается утоньшение слоя материала до требуемой радиальной толщины, уменьшение скорости сдвига и обеспечивается высокая скорость процесса изолирования.
Вытяжка может быть до 50-кратной. Линейная скорость изолирования при этом может достигать 200 м/мин при частоте вращения червяка 10—15 об/мин.
Весьма важным моментом является подогрев жилы перед входом в головку. Необходимо подобрать оптимальную температуру подогрева, которая близка к температуре головки При чрезмерном нагреве жилы может происходить разложение материала в матрице, при недостаточном нагреве из-за отбора жилой тепла от расплава температура его станет недостаточной для переработки. В результате резче проявляются внутренние силы взаимодействия, и в готовой изоляции формируются значительные внутренние «замороженные» напряжения. Слои такой изоляции подвержены растрескиванию и излому даже при нормальной температуре.
Для кабелей и проводов, изолированных фторосодержащими полимерами, применяется воздушное охлаждение или в среде теплостойких жидкостей.