 Гибкий.ру
Гибкий.ру Что потребуется для восстановления
Современные мобильные устройства быстро выходят из моды, и на смену им постоянно приходят другие.
Однако не каждый пользователь готов выложить денежные средства не только на приобретение усовершенствованного смартфона, но и на покупку и установку нового шлейфа, вышедшего из строя.
- Если мы разберём мобильное устройство, то увидим, что контакты приклеены прямо к дисплею, и в данной ситуации мы вряд ли сможем что-то сделать. С противоположного конца шлейфы присоединены к плате в определённой последовательности.
- Для поиска неисправного проводника используют прибор под названием омметр. При этом аккуратно отгибают соединительные элементы в противоположные стороны, чтобы выявить «мерцающий» контакт.
- Для ремонта нам понадобится набор материалов и специальных инструментов, включая плоскую отвёртку, увеличительную лупу, иглу, спирт, наждачную бумагу, паяльник, термоплёнку (толстый полиэтилен), липкую ленту и многожильный кабель МГТФ.
Введение
Все началось с поиска если не идеального, то хорошего звука. В моей предыдущей статье я сделал ссылку на эту разработку и пообещал выпустить эту статью. Сразу хочу поблагодарить сообщество энтузиастов, создающих магнитопланарные излучатели, вдохновивших меня на создание очередного велосипеда.
Необходимость в тонкой гибкой печатной плате (PCB), коей и является, по сути, магнитопланарная катушка, может возникнуть много где и много у кого. В случае большой серии изделий самым разумным шагом является заказ у крупного производителя, но на более ранних стадиях работы весьма разумно выглядит создание этой платы самостоятельно.
Однако, данное занятие требует весьма значительных вложений сил, денег и времени, так что насчет оптимальности ещё есть о чем поговорить. Мой подход совместим для работы с весьма и весьма тонкими пленками и слоем металла, к тому же имеет весьма большую точность.
Правда эта точность по факту ограничивается огромной кучей факторов, с которыми, тем не менее, можно бороться. Теоретически неустранимое ограничение — разрешение фоторезиста, обычные листы которого имеют показатель что-то порядка 50 мкм. Конечно, в гаражных условиях это недостижимая утопия, для показателя хотя бы в 100 мкм нужны условия, приближающиеся к т.н. чистой комнате.
А в данной методике используется большой набор инструментов. Понадобится.
ЧПУ станок с лазером 405 нм. Я использовал 450 нм, это неверно, но тоже работает (об этом позже). Обязательно использование защитных очков! Мощность — 50 мВт. Важно наличие качественной оптики.
Пленочный фоторезист. Аэрозольный не подходит. Не наткнитесь на просрочку, фоторезист хранится относительно недолго.
Раствор для травления. В случае алюминия — медный купорос достаточной степени очистки, это важно, тот что продается в дачных магазинах, как правило, с большой примесью железного купороса, его можно отличить по более зеленому цвету, он травит сильно хуже. В случае меди всё, что и обычно.
Гидроксид натрия. Щелочь для смывания фоторезиста. Лучше брать чистый, а не в смеси а.к.а. крот. Едкая субстанция, работайте в перчатках.
Фен.
Утюг.
Ровная, чистая, термостойкая поверхность для работы.
Описание изобретения к патенту
Изобретение относится к сельскохозяйственному машиностроению, а именно к устройствам, применяемым для поверхностной обработки почвы, а также к способам изготовления таких устройств.
Известен гибкий шлейф, представляющий собой цепь, звенья которой выполнены в виде втулок с боковыми ушками, а в отверстия втулок установлены двусторонние зубья, причем продольные оси каждой из последующих втулок имеют угловое смещение. Для крепления зубьев во втулках предусмотрены сквозные отверстия для чек, с помощью которых осуществляется фиксация упомянутых зубьев.
Способ изготовления известного гибкого шлейфа включает следующие операции: изготовление втулок с центральным осевым отверстием и с радиальными отверстиями, изготовление ушек, предварительная сборка смежных ушек, приваривание ушек к втулкам, изготовление зубьев с радиальными отверстиями, установка зубьев в продольные отверстия втулок и совмещение их радиальных отверстий, фиксация зубьев чеками в каждом звене шлейфа (см. авторское свидетельство СССР 378151 по классу А 01 В 19/02, А 01 В 35/02, опубликованное 18.04.73 г. в Бюл. 19).
Основным недостатком конструкции известного гибкого шлейфа является то, что каждое звено имеет только два диаметрально расположенных рыхлящих зуба, что обусловлено конструкцией втулки: в ней имеется только одно продольное сквозное отверстие, в которое с разных сторон устанавливается по одному зубу.
Вторым недостатком известного гибкого шлейфа является ненадежность крепления зубьев во втулке. Чека может выпасть из отверстия, что приведет к утрате зуба. Если же чеку в отверстии деформировать (загнуть концы), то возникают сложности с заменой зуба в случае его искривления или износа.
Основным недостатком известного способа изготовления гибкого шлейфа является ее сложность, которая обусловлена большим количеством операций с использованием различных технологических процессов: сварки, проточки, сверловки. На каждом звене шлейфа необходимо приваривать к втулке ушки со смещенным углом, а это вынуждает изготавливать и применять специальную технологическую оснастку.
Поскольку конструкция звена состоит из сопрягаемых деталей, их размеры должны строго соответствовать друг другу (диаметры отверстий во втулке и диаметры зубьев и чек). В результате сложности изготовления известного гибкого шлейфа возрастает его стоимость, а с учетом быстрого износа ушек и зубьев, необходимости их частой замены, такие высокие затраты, имеющие место при использовании известного способа изготовления гибкого шлейфа, экономически не оправданы.
Известен также гибкий шлейф, представляющий собой цепь, на каждом звене которой установлены рыхлительные элементы в виде дугообразных зубьев, приваренных к съемным полукольцам, закрепленным на звеньях цепи с помощью болтов, проходящих через отверстия в соединительных планках и приваренных к полукольцам.
Способ изготовления этого гибкого шлейфа включает следующие операции: изготовление изогнутых зубьев с заданной кривизной, вытачивание колец, сверловка колец под зубья, разрезание колец на полукольца, изготовление планок с отверстиями, приварка планок к полукольцам, приварка зубьев к полукольцам, сборка полуколец с зубьями на звене посредством болтов (см. авторское свидетельство СССР 982551 по классу А 01 В 19/02, опубликованное 23.12.82 г. в Бюл. 47).
Основным недостатком известного гибкого шлейфа является сложность его конструкции, которая обусловлена большим количеством деталей сложной формы, а также низкая эксплуатационная надежность, которая обусловлена присутствием болтового соединения в центре звена.
Основным недостатком известного способа изготовления гибкого шлейфа является его нетехнологичность, которая обусловлена необходимостью выполнения многочисленных круговых швов на полукольцах при приварке к ним зубьев, в результате чего, под влиянием усадочной силы, неизбежно деформирование (формоизменение) полукольца.
Следовательно, перед приваркой соединительной планки, возникает необходимость предварительной правки полукольца, то есть придания ему строго цилиндрической формы. Кроме того, при реализации известного способа, необходимо выполнять многочисленные разнородные операции, такие как выточка колец, их сверловка, гибка зубьев и их приварка к полукольцам.
Наиболее близким по своей сущности и достигаемому эффекту, принимаемым за прототип является гибкий шлейф, выполненный в виде цепи, каждое звено которого имеет замкнутый вытянутый контур, к которому приварены одна или две пары рыхлящих зубьев различной или одинаковой длины и расположенных под различными или одинаковыми углами относительно продольной оси звена.
Способ изготовления этого гибкого шлейфа заключается в том, что к звеньям стандартной якорной цепи приваривают прямые или предварительно изогнутые зубья нахлесточными швами, накладываемыми в месте контакта зубьев со звеном. После окончания сварочных работ, ручным способом удаляют брызги металла и готовый шлейф окрашивают краской по слою грунтовки (см. патент Украины 18163 по классу А 01 В 19/02, опубликованный 31.10.97 г. в Бюл. 5).
Основным недостатком известного гибкого шлейфа является то, что он быстро изнашивается (истирается) в процессе эксплуатации, что, как следствие, приводит к нарушению технологического процесса боронования почвы.
Вторым недостатком известного гибкого шлейфа является его низкая эксплуатационная надежность, которая обусловлена высокой вероятностью отламывания рыхлящих зубьев от звена.
Третьим недостатком известного гибкого шлейфа является то, что его покрытие (собственно, краска) способствует налипанию грунта на зубья, особенно при взаимодействии с влажными почвами.
Эти недостатки известного гибкого шлейфа поясняются следующим. Для изготовления известного гибкого шлейфа (как, впрочем, не только того, который принят за прототип, но и принятых за аналоги и вообще всех цепных шлейфов), в качестве исходной заготовки, традиционно применяют якорные цепи, звенья которых уже выполнены в виде неразъемных замкнутых контуров.
Стандартные якорные цепи изготавливают из стали марок Ст 3 или 20Х, которые не относятся к классу износостойких. При использовании цепи по прямому назначению (удерживание якоря) нет необходимости в ее высокой износостойкости, однако при использовании ее в гибких шлейфах, она интенсивно эксплуатируется в агрессивной среде, где грунт выступает в качестве абразивного материала, который приводит к быстрому истиранию металла на участке сопряжения звеньев цепи.
Согласно нормативов, расстояние между вершинами смежных зубьев не должно превышать 70 мм. Однако, после боронования примерно 1000 га почвы (незначительный объем полевых работ), участок, на котором контактируют смежные звенья, изнашивается до 75% со стороны каждого звена.
Так, например, если диаметр металлического прута, из которого изготовлена цепь, равен 30 мм, то после износа звеньев на 75%, расстояние между смежными зубьями рядом расположенных звеньев цепи возрастает с 70 мм до 70 30х0,75х2=115 мм, а это уже недопустимый уровень нарушения технологического процесса обработки почвы, который регламентирует размеры комьев не более 50 мм.
Второй недостаток (обламывание зубьев) обусловлен тем, что обе сопрягаемые (свариваемые) поверхности зуба и звена имеют цилиндрическую форму и контачат только в одной точке. Осуществление сварки вокруг точки контакта вызывает локальный перегрев соединяемых деталей, что, после остывания сварного шва, вызывает формирование поля значительных остаточных напряжений.
Третий недостаток гибкого шлейфа обусловлен тем, что на покрытые краской поверхности происходит более интенсивное налипание земли и растений, чем на неокрашенные поверхности. Однако отсутствие покрытия на гибком шлейфе вызывает его коррозию.
Основным недостатком известного способа изготовления гибкого шлейфа является то, что из-за конструктивных особенностей звена (замкнутый контур относительно небольших размеров) не представляется возможным нанесение упрочняющего слоя на изнашиваемые поверхности, а также, из-за особенностей формы (цилиндрическая), не представляется возможным обеспечить надежную приварку зубьев к звену.
В основу изобретения поставлена задача повышения самоочищаемости, долговечности, эксплуатационной надежности гибкого шлейфа и обеспечение возможности упрочнения сопрягаемых и остальных поверхностей за счет разделения замкнутого контура звена на отдельные составляющие и нанесения износостойкого слоя на истирающиеся участки и обеспечения глубокого провара в зоне контакта зубьев со звеном.
Решение поставленной задачи достигается тем, что гибкий шлейф, выполненный в виде цепи, каждое звено которого имеет замкнутый и вытянутый контур, к которому приварены рыхлящие зубья различной или одинаковой длины под различными или одинаковыми углами относительно продольной оси звена, последнее выполнено из двух Г-образных заготовок, сваренных между собой, к которым приварены три пары рыхлящих зубьев, крайние из которых расположены в зоне соединения Г-образных заготовок.
Поскольку Г-образные заготовки соединяются одновременно с крайними парами зубьев, появляется возможность обеспечить глубокий провар и расширить зону сварки, что позволяет снизить концентрацию остаточных напряжений, следовательно, снизить вероятность обламывания зубьев.
При этом, длина и ширина Г-образной заготовки определяется соответственно по формулам
г
=2d
г
2l
1 г
г
=2d
г
2d
з
где L
г
– длина Г-образной заготовки, мм;
г
– диаметр прута Г-образной заготовки, мм;
1
– расстояние между вершинами смежных зубьев, мм;
– зазор между крайними зубьями и смежным звеном, мм;
г
– ширина Г-образной заготовки, мм;
3
– диаметр прута зуба, мм;
– технологический зазор между противолежащими зубьями, регламентируется стандартами на сборку деталей под сварку в зависимости от их толщины, мм.
Решение поставленной задачи достигается также и тем, что в способе изготовления гибкого шлейфа, при котором приваривают к звену прямые или изогнутые зубья, удаляют брызги металла и наносят защитное покрытие, на изогнутые участки Г-образных заготовок предварительно наплавляют износостойкий слой металла, затем Г-образные заготовки одновременно с крайними зубьями собирают и сваривают в звено, и образовавшийся шлейф очищают и затем термообрабатывают в парах молибденовокислого аммония для получения антикоррозионного покрытия.
Так как Г-образная заготовка имеет открытый контур, то появляется свободный доступ к внутреннему участку, подверженному интенсивному износу, и возможность на него активно воздействовать. Термообработка в парах молибденовокислого аммония позволяет не только снять остаточные напряжения, но и одновременно получить антикоррозионное покрытие за счет процесса диффузии молекул вещества в поверхность гибкого шлейфа.
Дальнейшая сущность изобретения поясняется иллюстративным материалом, на котором изображено следующее: фиг.1 – Г-образная заготовка; фиг.2 – Г-образная заготовка с приваренными к ней зубьями; фиг.3 – звено предлагаемого гибкого шлейфа; фиг.4 – вращатель гибкого шлейфа.
Каждое звено предложенного гибкого шлейфа состоит из двух Г-образных заготовок 1. Так как Г-образная заготовка 1 имеет открытый контур, имеется возможность предварительно наплавить износостойкий слой 2 на изнашиваемый ее участок. При этом, ввиду отсутствия каких-либо пространственных ограничений и имеется свободный доступ к зоне наплавки, эта технологическая операция может быть выполнена довольно просто и качественно, без последующей механической обработки наплавленной поверхности. Наплавку можно производить порошковой проволокой марки ПП-170.
К длинному плечу Г-образной заготовки 1 приваривают три пары рыхлящих зубьев 3 под углом к продольной оси Г-образной заготовки 1. При этом расстояния между парами зубьев 3 выбирают одинаковыми, а крайнюю пару зубьев 3 приваривают с выступом за торец длинного плеча Г-образной заготовки 1.
Аналогичным образом изготавливается вторая Г-образная заготовка 1, являющаяся зеркальным отображением первой. Затем, обе Г-образные заготовки 1 с тремя парами зубьев 3 состыковывают и в месте стыка заваривают зазор одновременно с крайней выступающей парой зубьев 3, которая в этот момент выступает в роли накладки и усиливает сварной шов. Таким образом изготавливают звенья гибкого шлейфа.
При изготовлении звена гибкого шлейфа, наиболее оптимальная длина и ширина Г-образной заготовки 1 могут быть определены по формулам соответственно
г
=2d
г
2l
1г
=2d
г
2d
з
Далее, готовый гибкий шлейф помещают в дробеструйную камеру, где его не только очищают от сварочного шлака и брызг, но и, под влиянием ударной нагрузки дроби, происходит упрочнение всей поверхности звеньев шлейфа за счет эффекта наклепа металла. Для повышения эффективности обработки шлейфа в дробеструйной камере, его вращают относительно продольной оси.
Затем, гибкий шлейф помещают в открытую емкость, заполненную кварцевым песком, и начинают вращать попеременно в разные стороны. При этом происходит очистка металла звеньев от корродированного слоя (“белый” металл) и снижается шероховатость поверхности.
Заключительной операцией изготовления гибкого шлейфа является термообработка с одновременным нанесением антикоррозионного покрытия. Для этого гибкий шлейф подают в проходную электропечь, оборудованную распылительными форсунками. Печь разогревают до температуры 500-600
o
С, то есть до температуры нормализации металла, при которой происходит снятие сварочных напряжений, что предотвращает обламывание зубьев 3 при обработке почвы. При этой же температуре, через упомянутые форсунки подается в камеру печи раствор молибденовокислого аммония.
Под воздействием высокой температуры раствор испаряется и в печи создается газовая среда, в которой происходит диффузионный процесс насыщения поверхности металла звеньев шлейфа парами названного раствора. Диффузионный поверхностный слой и является антикоррозионным покрытием, которое, к тому же, препятствует налипанию грунта на поверхность зубьев 3, что способствует улучшению качества обработки грунта.
Концы готового гибкого шлейфа закрепляют во вращателе простой, технологичной в изготовлении, надежной и долговечной конструкции. Вращатель представляет собой ось вращения 4 с упором 5, размещенным в металлическом корпусе 6. В корпусе 6 имеется втулка 7, изготовленная из металлопластика или из стеклопластика и выполняющая роль подшипника скольжения.
Корпус 6 с одной стороны защищен от внешней агрессивной среды войлочным пыльником 8, а с другой – глухой крышкой 9. С внешней стороны к корпусу 6 приварены проушины 10 с соосными отверстиями. Ось 4 изготавливается из стали 45 и закаливается.
Существенное отличие заявляемого объекта изобретения от ранее известных заключается в том, что звенья гибкого шлейфа выполнены составными из Г-образных заготовок 1 с наплавленными износостойкими участками, имеют три пары наклонных рыхлящих зубьев 3, причем последняя пара зубьев 3 расположена в зоне соединения Г-образных заготовок 1, а способ изготовления гибкого шлейфа обеспечивает надежное проплавление Г-образных заготовок 1, свободное нанесение износостойкого слоя 2, снижение остаточных сварочных напряжений с одновременным нанесением антикоррозионного покрытия.
Указанные отличия позволяют, в совокупности, повысить срок и надежность эксплуатации гибкого шлейфа, упростить технологию его изготовления, не зависеть от производства якорных цепей, улучшить технологические свойства гибкого шлейфа. Ни один из известных гибких шлейфов не может обладать отмеченными свойствами, как так основу их конструкции составляют якорные цепи, со всеми вытекающими из этого недостатками, раскрытыми в начале настоящего описания.
К техническим преимуществам предложенного технического решения, по сравнению с прототипом, можно отнести следующее:
– уменьшение износа звеньев за счет наличия участков с наплавленными износостойкими слоями и наклепа металла звеньев;
– высокая эксплуатационная надежность за счет глубокого провара мест соединения зубьев со звеньями и снятия остаточных сварочных напряжений;
– высокая самоочищаемость за счет наличия диффузионного антикоррозионного покрытия;
– технологичность изготовления звеньев за счет его составной конструкции из Г-образных заготовок;
– возможность нанесения износостойкого слоя на внутренний контур по той же причине;
– совмещение процесса термообработки и нанесения антикоррозионного покрытия.
Экономический эффект от внедрения изобретения, по сравнению с использованием прототипа, получают за счет увеличения срока эксплуатации гибкого шлейфа и уменьшения затрат на его регламентный ремонт.
Социальный эффект от использования изобретения, по сравнению с использованием прототипа, получают за счет качественной обработки грунта и отсутствия необходимости периодической очистки шлейфа от загрязнений.
Гибкая печатная плата своими руками
Туториалов по созданию обыкновенных печатных плат на просторах интернета более чем достаточно, а вездесущие китайцы упростили этот процесс до заводского качества. Однако, когда речь заходит о создании гибких плат, тут приходится изгаляться в меру своей смекалки. Хотя, справедливости ради, надо сказать, что и такие вещи китайцы тоже делают, хоть и не дёшево. Но мы будем говорить о ситуации, когда надо вот прямо сейчас и из подручных материалов. Собственно, я непосредственно и столкнулся с такой проблемой и одним из способов ее решения хочу поделиться.
Для начала пару слов что же это такое и в каких случая используется. В этом случае Википедия справедливо утверждает, что гибкая печатная плата (далее ГПП), это такая штука, которая может свободно изгибаться. Не поспоришь. В наиболее распространенном случае ГПП используется в виде соединительных шлейфов, как например на картинке ниже:

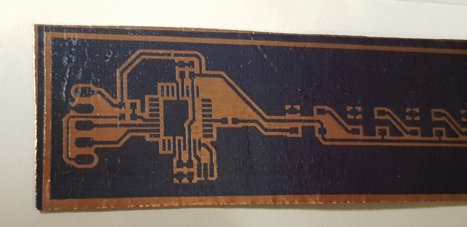
В более продвинутом варианте, на нем же распаивают некоторые компоненты. Те, кто разбирал старые сидюки, видел, что весь обвес головки выполнен как раз-таки на такой ГПП. Вот типичнейший пример:
Тут мы видим и место для разъема подключения к основной плате привода и отверстия для лазерных головок, самый правый выступающий «полуостров» скорее всего для интегрального фотодатчика.
ГПП как правило изготавливаются на основе полиимидной пленки с приклеенной на нее медной фольгой. Полиимид держит высокие температуры, что критично при пайке и имеет достаточную гибкость. В народе такую основу называют дюпон (по названию компании ее производящей). Хорошо, когда есть где ее можно приобрести, но мы все будем делать по-пацански.
Итак, что нам потребуется в первую очередь? Обмозговать технологию и перенести ее на то, что можно легко раздобыть в своей деревне. Главным компонентом в этом деле будет термостойкая основа, на которую необходимо приклеить медную фольгу. Клей, кстати, тоже должен быть термостойким. И сразу опережу тех, кто предложит взять каптоновый скотч (он как раз и изготавливается на основе полиимидной пленки) и приклеить его к медной фольге – ничего не выйдет. Клей совершенно не держит тонкие медные дорожки, а от температуры вообще приходит в негодность. Между тем, мой первый вариант как раз-таки и был на основе каптонового скотча, но медную фольгу я клеил на двухкомпонентную паяльную маску УФ отверждения, поскольку она обладает и необходимой термостойкостью, и достаточной прочностью. Казалось бы – ну вот, решение! А вот и нифига. Как оказалось, каптон совершенно непрозрачен для УФ и клей из паяльной маски, даже после суток облучения, совершенно не захотел полимеризоваться. Вариант номер два, это стеклоткань и вот он оказался вполне работоспособен. Значит так и поступим.
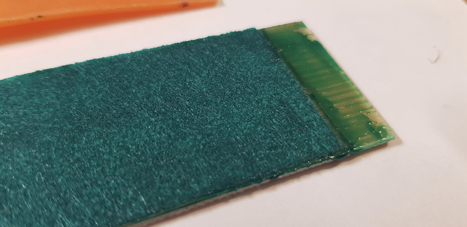
В идеале, стеклоткань должна быть мелкого плетения, чего мне раздобыть не получилось, но зато нашел стекломат. Выглядит он приблизительно вот так:
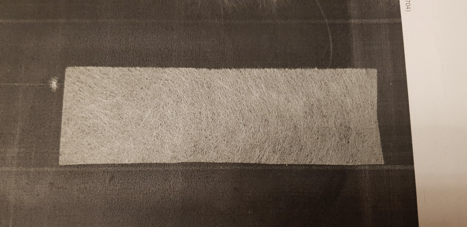
Тут важно отметить, что все же лучше использовать ткань, а не мат, поскольку мат на большом изгибе ощутимо трескается. Однако сути это не меняет, а значит будем работать с тем что имеем.
В качестве клея вполне можно использовать термостойкие эпоксидные смолы, но тыж программист почини кофеварку я же радиолюбитель и кончено смолы у меня нету, но есть паяльная маска. Ее и использую. Медную фольгу можно купить в виде мотка «скотча»:

А можно содрать с текстолита. Даже лучше содрать с текстолита, ниже поясню причину.
В качестве демонстрационной платы, накидал линейку из адресных светодиодов WS2812, подключенную к atmega328 со всей обвязкой. Плата вышла вот такая:
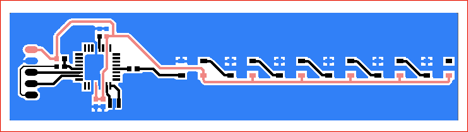
C левой стороны разъем для программирования, чуть правее контроллер и дальше 6 штук светодиодов. Для теста вполне годно.
Теперь надо найти подходящую по размерам жертву и содрать с нее шкуру. Причем сдирать ее не так-то и просто, но у меня есть картинки.
- Жестко устанавливаем жертву на эшафот:

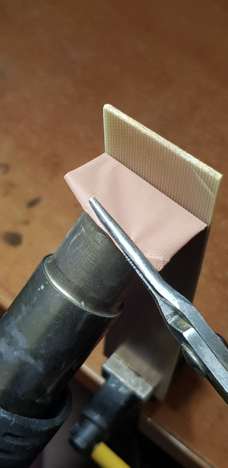
- Греем феном (~ 300C) верхнюю часть и подковыриваем краешек фольги. Далее хватаем пинцетом и аккуратно тянем на себя:

- Отклеив небольшой кусочек, переходим к тяжелой артиллерии и продложаем сдирать фольгу, попутно прогревая феном:

- Если продолжать тянуть пинцетом, то велика вероятность порвать фольгу. Потому продолжаем тянуть тонкогубцами:
- Еще чуть-чуть:
И…
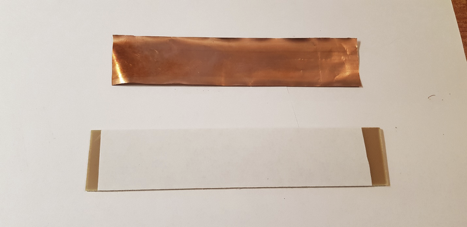
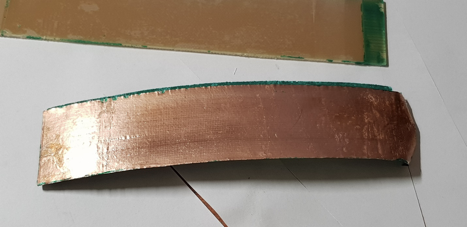
Жертва выглядит теперь так:

А шкурка — вот так:

Выравниваем как в детстве, проведя гранью, например, шпателя, по поверхности:

Здесь очень аккуратно, поскольку легко оставить царапины. Грань должна быть без зазубрин, а поверхность под фольгой абсолютно ровная и без крошек.
Теперь примеряем к стекломату и подрезаем рваные края:

Вообщем-то исходники готовы, теперь надо все это дело скомпилить и тут есть нюансы. Во-первых, надо определиться как мы будем клеить. То есть просто взять и намазать клей на фольгу и положить сверху мат вариант такой себе. Все будет криво, косо, со складками и непроклеями, а медь скорее всего скомкается или помнется. Лучше всего фольгу приклеить к ровной поверхности на трехсторонний двухсторонний скотч и только потом наносить клей. В качестве основы подойдет все та же жертва. Отмеряем, режем, клеим:
А теперь обратите внимание, что я приклеил фольгу обратной стороной наружу:

Это момент, на который я обещал внимание обратить позже. Позже настало, внимание обратил. В чем суть? Внутренняя сторона фольги от текстолита обладает гораздо лучшей адгезией нежели наружная и уж тем более лучше, чем медный скотч. Этот момент действительно очень важен поскольку тонкие дорожки практически не держатся на УФ маске, даже при хорошем обезжиривании. Думаю тут все понятно, поехали дальше.
Мешаем клей:
Затем мажем эту каку на фольгу, сверху кладем мат и пропитываем его насквозь:

Размазываем не жалея, лишнее удаляем ребром шпателя. Результат должен быть таким:

Крупнее:
А теперь нюанс номер во-вторых. УФ маску перед засвечиванием необходимо просушить при довольно высоких температурах и довольно продолжительное время. Но скотч, на который мы приклеили фольгу, таких температур не выдержит и… эээ… ну короче скомкается в такую какашку и запорет все труды. Потому сушим недолго и не сильно. Досушивать будем потом.
А это дискотека с ультрафиолетом, для полимеризации клея после предварительной сушки:

Затем я ее еще запустил в горячий ламинатор на несколько проходов, но это не обязательно. И вот только теперь, снимаем заготовку с основы и досушиваем при необходимой температуре, нужное время.
После спа-процедур, тайского массажа и финской сауны:

Обрезание:


Теперь можно погнуть во все стороны, убедиться, что не соблюли технологию и все расслоилось и выкинуть результат в мусорку. Если я оказался неправ продолжаем. ЛУТ не пользую уже лет как 5, хоть и не скажу, что в данном случае он не подойдет.
Предпочитаю фотошаблоны:

Сверху виден шаблон для паяльной маски, но я решил, что использовать его не стану, поскольку хотелось проверить насколько хорошо будет держаться фольга на таком клее. А паяльная маска, это как обои в том анекдоте где они не дают развалиться новостройке. Однако продолжим.
Фоторезист:

Фотошаблон я обычно кладу прямо на заготовку, при этом прижимное стекло не использую. Лучше всего капнуть пару капель воды на поверхность фоторезиста и сверху придавить шаблоном. Вода своим поверхностным натяжением хорошо прижимает пленку и не дает ей соскальзывать:

Засветка. Ничего интересного:

Незасвеченный фоторезист отлично смывается обыкновенным стиральным порошком:

Крупнее:
Да хлорное железо — это грязища, рыжие пальцы, шорты, раковина. Но, по моему опыту, самый стабильный, качественный и предсказуемый результат. А чтобы не быть рыжим, я обычно использую специальный карандаш, приклеенный на специальные нанотермосопли к заготовке:
И все это дело кручу-верчу, пока не растворится вся ненужная медь.
Если вы используете пузырьковый бурбулятор для перемешивания жидкости, знайте, что вы не перемешиваете ровным счетом ничего. Пузырьки воздуха не гоняют жидкость совсем. Это многократно экспериментально подтверждалось умными дядями. И речь не о травлении плат, а о более серьезных вещах. Потому только и только механическое перемешивание.
5 минут достаточно даже в обедненном растворе:
Лучше всего смывать оставшийся фоторезист раствором горячей щелочи, но можно и ацетоном:



Дорожки держатся очень хорошо, и тут дело не только в соблюдении технологии (качественное обезжиривание, точные пропорции смеси и указанные параметры сушки), но и в отличной адгезии обратной стороны фольги.
Лудил кислотой:

А паял на неактивный флюс:



А вот и результат
На самом деле это не первый вариант изготовления. До этого я пытался делать ГПП, использую я в качестве основы лавсановую пленку от литий полимерных аккумуляторов. Тоже рабочий способ, но платы получались чересчур гибкими, и фольга быстро изнашивалась. Плюс данного способа в том, что можно относительно легко проконтролировать жесткость платы используя нужное количество слоев стеклоткани и лучшую жаростойкость. Для прототипирования вполне годно.
Облачные серверы от
Маклауд
быстрые и безопасные.
Зарегистрируйтесь по ссылке выше или кликнув на баннер и получите 10% скидку на первый месяц аренды сервера любой конфигурации!
Инструкция по восстановлению шлейфа
- Снимаем заднюю крышку корпуса устройства и извлекаем батарею. После этого выкручиваем винты крепления при помощи отвёртки.
- Снимаем основную плату и накладку под экраном, изготовленную из пластмассы. Она крепится на 2-стороннем скотче.
- Теперь можно поискать обрыв на конкретной дорожке. Снимаем изоляцию при помощи иглы, облегчая себе просмотр увеличительным стеклом. Иглу лучше иногда подтачивать.
- Наматываем на жало нашего паяльника отрезок медной проволоки. Лучше всего, если мы используем устройство низкой мощности (до 25 ватт). Опаиваем зачищенные участки проводника, устраняя остатки того, что было изоляцией.
- Зачищенный край оборванного шлейфа (около 1,2 миллиметра) подготавливаем к тому, чтобы припаять к основной плате. Если повреждены несколько проводников, повторяем вышеуказанное действие для каждого из них.
- Теперь припаиваем края к плате и проверяем на предмет наличия промежутков между дорожками.
- Берём термоплёнку и оборачиваем её у припаянных краёв шлейфа в 1 слой. Прогреваем до того момента, когда она начнёт плавиться и приклеится к ленте.
При этом может быть задействован обычный утюг. Главное – пользоваться им аккуратно и плавно, не допуская сильного нажима. При необходимости прогреваем шлейф и с обратной стороны.
- Если дорожка обломилась не у края, а в центре, лучше всего продублировать её кусочками монтажного провода. Теперь можно приступить к сборке мобильного устройства.
Добавим, что если шлейф небольшого размера, его можно изготовить и своими силами. Для этого укладываем и крепим проводники на полоске тканевого медицинского пластыря.
Наращивание шлейфа

Для этого можно будет воспользоваться схожей по структуре вставкой, у которой ширина, количество дорожек и их размер соответствуют восстанавливаемой ленточке.
В начале ремонта следует разрезать шлейф в месте повреждения и зачистить каждую дорожку с обеих сторон. То же самое нужно будет проделать с подготовленной ранее вставкой.
Главное – внимательно проследить за тем, чтобы дорожки на всех соединяемых участках шлейфа были точно совмещены.
После этого останется лишь запаять каждую из соединяемых частей, так же как это делалось для двух концов.
После соединения контактов следует удалить растворителем излишки флюса и проверить с помощью лупы качество пайки. После этого необходимо дополнительно изолировать восстановленные места посредством липкой ленты.
Если работы по пайке проводились аккуратно, то ремонт можно считать успешно завершенным – прибор будет снова работать.
Брелок с обратной связью автосигнализации Шериф 999.На шерифовском брелке сигнализации, после нескольких падений об землю без чехла, об острую кромку мониторчика порезались некоторые дорожки шлейфа, идующео от платы к экранчику. В следствие чего перестали показывать некоторые значки — антенка, замочек, в открытом и закрытом состоянии, открытие двери.
Когда определил какие дорожки перебились, вырезал их и попробовал сделать шлейф из скотча с наклеенными на него тоненькими полосками алюминиевой фольги. Получилось плохо, скотч клеился слабо, контакт плавал, поработало кое-как неделю и перестало снова показывать.
Разобрал, нашел совпадающие по ширине
(дорожек много и они разные по ширине)

Вырезал кусочек.
Осталось только закрепить.
Купил токопроводящий клей.
Тонкой кисточкой намазал клеммы на плате и кончики дорожек на шлейфе, подождал полминуты и соединил.
Прижал прищепкой. Через 10 минут, то же самое со стороны экранчика.
Cнова прищепка, но уже на ночь. К утру — все работает и показывает.
Знакомы ли вы с принципом соединения всех подвижных элементов с печатной платой во всех современных мобильных технологиях? Соединение этих элементов достигается при помощи шлейфов. В ходе постоянной эксплуатации данный компонент может выйти из строя.
Как починить и восстановить шлейф на телефоне? Пользователи без опыта сразу же впадают в панику и ударяются в поиски ближайшего сервисного центра. Но в мастерской услуги шлейфа стоят довольно-таки немалых денег, а кто любит непредвиденные затраты? Данная статья поможет тем пользователям, которые имеют базовые знания в работе с современной техникой. Сегодня мы попробуем отремонтировать, запаять и соединить шлейф собственными усилиями.
Немного об устройстве и предстоящей работе
Современные модели мобильных телефонов очень быстро теряют былую актуальность, потому что им на смену приходят новые версии устройств. Не каждый пользователь готов отдать большую сумму денег, для того чтобы обзавестись новеньким мощным смартфоном.
Можно ли провести ремонт шлейфа своими руками? Если вы разберете свой гаджет, то увидите, что контактные площадки крепятся прямо на дисплей. С обратной стороны корпуса эти детали присоединяются к печатной плате в определенной последовательности.
Важно! Для того чтобы определить неисправность, нужно обзавестись новеньким мультиметром, в который будет встроен омметр для измерения сопротивления. В тех же сервисных центрах соединительные компоненты отгибаются в противоположные стороны для выявления проблемного контакта.
Если же во время диагностики выявились и другие проблемы, советуем их одновременно устранить. Возможно, в этом случае вам пригодятся другие наши публикации:
Пленочный шлейф серии ds1057-03
30.01.2022

Технология гибких печатных шлейфов (Flat Flexible Cable – FFC) была разработана еще в 70-х годах в качестве альтернативы проволочным межплатным соединителям и традиционной технологии монтажа печатных плат. Внедрение технологии FFC способствовало значительному прогрессу в миниатюризации конструкции радиоэлектронной аппаратуры, снижению себестоимости, а также в улучшении технологичности соединительного монтажа электронных устройств, таких как ноутбуки, калькуляторы и т.п.
В основном гибкие шлейфы применяются для подключения к процессорной плате устройства, устройствам ввода/вывода информации, таким как сенсорные панели, дисплеи, видоискатели. Токи в подобных соединениях, как правило, невелики – не более нескольких сотен миллиампер. Основными требованиями, предъявляемыми к подобным соединителям, являются надежность фиксации, простота монтажа, легкость подключения шлейфа.
К наиболее важным параметрам пленочных шлейфов можно отнести:
- количество проводников;
- шаг проводников шлейфа;
- толщина шлейфа;
- расположение контактов шлейфа по отношению к плоскости шлейфа: на одной плоскости, или на противоположных (данное расположение контактов может быть удобно для соединения плат с верхним и нижним расположением контактов разъема платы).
Итак, пленочный шлейф DS1057-03 – это гибкий плоский шлейф, состоящий из некоторого количества медных проводников, ламинированных между двумя слоями диэлектрической пленки (ПВХ). Концевые части шлейфа усилены полиэстером.
Основные параметры кабеля DS1057-03:
- расстояние между проводниками: 0,5; 0,8; 1,0; 1,25; 1,5; 2,0; 2,54мм;
- количество проводников: 2…60;
- цвет изолятора: белый;
- длина контактной части: 4,0; 5,0; 6,0; 8,0; 10,0мм (зависит от шага между проводниками);
- длина шлейфа: 100, 110, 120, 150, 160, 200, 250мм;
- тип исполнения: А (контакты расположены на одной плоскости шлейфа), В (контакты расположены на противоположных плоскостях).
Несомненными достоинствами использования пленочных шлейфов являются:
- компактность даже при большом количестве контактов;
- простая и быстрая замена поврежденного кабеля;
- организация несущих проводов, исключающая запутывание;
- соединение различных модулей и исполнительных устройств, отстоящих друг от друга;
- «подвижность» соединения (возможность подведения питания к движущимся узлам устройства).
Порядок восстановления

Закрепление гарантирует механическую жесткость во время пайки и в будущем обеспечит дополнительную прочность паяного соединения.
После этого нужно поместить участок с нарушенным шлейфом под экран с линзой микроскопа и посредством хорошо отточенного скальпеля очистить место контакта от слоя изоляции (примерно1-1,5 мм от разрыва). Затем при помощи кисточки нанести на очищенный контакт тонкий слой подготовленного ранее канифольного раствора.
После основательного прогрева паяльника его жалом с небольшим количеством припоя надо дотронуться до подготовленных к пайке участков. При излишках припоя их удаляют, поскольку иначе можно будет перемкнуть ими соседние дорожки. Вслед за этим берётся кусочек проводника с освобождённой от лака и хорошо залуженной жилой, которая затем прикладывается к одному из концов шлейфа.
В заключении, отмерив длину жилы по размеру контакта и откусив бокорезами её остатки, можно будет припаять второй конец к ответной части восстанавливаемого участка.
Собираем, пробуем…
Вот тут то меня и ждало самое больше разочарование…. Проблема была не только в шлейфе, но и электронике. При подключении плеера к зарядке он на экранчике показывал зарядку, но загораясь на пару секунд гас, и после, уже не реагировал ни на какие кнопки. Отсоединение и повторное подключение зарядки лишь приводило к повторению описанного…
Было 2 часа ночи настроения чинить заметно поубавилось и плеер отправился дальше пылиться на полку…
Вот такая вот печалька:-(
Надеюсь, что информация о ремонте шлейфа оказалась для Вас полезна))
Необходимость в восстановлении нарушенного шлейфа из нескольких проводов или дорожек чаще всего возникает в случаях, когда устройство или гаджет по той или иной причине были повреждены. Это может произойти из-за попадания влаги внутрь прибора или нарушения контакта вследствие неаккуратного обращения с имеющимися соединениями.
Усугубляет ситуацию то, что полностью заменить гибкую ленту из проводов не всегда представляется возможным (если только не обратиться в специализированную мастерскую с просьбой подыскать подходящие для гаджета запчасти). Именно по этой причине может потребоваться самостоятельная пайка шлейфа матрицы телефона, ноутбука, телевизора или другого прибора.
Ремонт (восстановление) нарушенных соединений имеет смысл лишь тогда, когда невозможно найти замену повреждённой ленточке или отдельным контактным сборкам. Пайка гибкого шлейфа целесообразна и в тех случаях, когда порваться могла лишь незначительная часть проводников, которые при желании можно запаять миниатюрным паяльником.
В случае отсутствия специального инструмента и опыта пайки лучше всего обратиться в ремонтную мастерскую. В противном случае можно испортить шлейф окончательно.
За ремонт ноутбука, например, придётся заплатить значительную сумму (порядка 400-600 рублей), зато можно быть абсолютно уверенным в качестве нового соединения. Но даже в этом случае удаётся найти варианты экономии на устранении любой неисправности. Для этого, в частности, можно будет обратиться за помощью к приятелю, который сможет припаять оторвавшийся провод.
Способ второй
Восстановительные работы можно провести и следующим образом:
- Сперва измельчаем небольшое количество канифоли до состояния порошка и растворяем в спиртовом растворе. Для создания раствора используйте пропорциональное соотношение один к шести.
- Теперь берем в руки старый добрый клей “Момент” и клеем поврежденный участок на изолированную пластину. Затем нужно положить это соединение под самый обычный технический микроскоп, которым все пользовались на уроках биологии в школе.
- Приступаем к снятию изоляции. В качестве инструмента можно использовать скальпель или маленький нож. Убираем где-то 1,5 мм провода в месте обрыва. Дальше нужно нанести немного того раствора, который был в первом пункте, на участок ленты. Используйте кисточку для нанесения смеси. После нанесения прикоснитесь жалом паяльника к данному участку шлейфа.
- Снимите лак с помощью скальпеля и тщательно смажьте этот отрезок раствором канифоли и спирта. Залудите проводник на 25 мм от его кромки и осторожно припаяйте его к самой крайней дорожке по отношению к крайнему шлейфу.
Важно! Для удобства лучше приподнять провод в середине над теми частями, что повреждены.
- Загибаем участок провода, который соединяем две стороны нерабочей дорожки и откусываем кусачками лишние части, которые образовались в ходе работе. Остается припаять шлейф к плате.
- Если имеется необходимость в “наращивании” шлейфа, то воспользуйтесь другим отрезком шлейфа с соответствующими геометрическими размерами. Разрежьте компонент перпендикулярно поврежденному участку.
- Зачищаем, соединяем и паяем обе половинки. Изолируем участки провода, которые оголены и собираем мобильник в обратной последовательности.
Статьи и Лайфхаки
Печатные платы и подвижные элементы современной мобильной техники соединяются между собой благодаря плоским проводникам, также именуемым шлейфами.
В процессе активного использования устройства один из таких кабелей нередко надламывается, и владелец аппарата начинает интересоваться, как восстановить шлейф на телефоне.
Наша статья для тех, у кого есть определенные технические навыки, она расскажет о том, как самостоятельно произвести ремонт в данной ситуации.
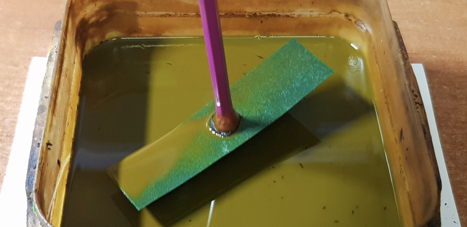
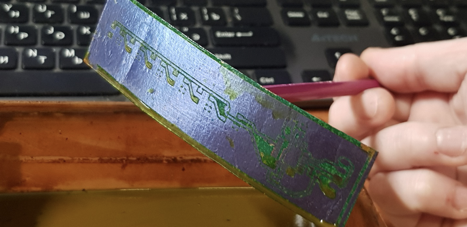
Травление
Травление производится в соответствии с металлом, нанесенным на подложку. В моем случае травился алюминий с помощью раствора медного купороса. Происходит реакция восстановления меди из раствора с замещением его в сульфате алюминием. Так как алюминий очень хороший восстановитель, травится он очень быстро с выделением большого количества медного порошка, который я рекомендую счищать мягкой щеткой с мелкой щетиной.
Температура раствора максимальная, в которой сможете комфортно держать пальцы, порядка 40 градусов. Концентрация раствора медного купороса подбирается по правилу: чем больше, тем лучше, лишь бы полностью растворился. Я размешивал в пропорциях 15 грамм купороса на 150 грамм воды, но можно разводить в пропорциях до 30 грамм на 100 грамм воды, чтобы при остывании раствор не становился перенасыщенным.
На гибкой подложке медь я не травил, однако, имею опыт работы с обычным фольгированным стеклотекстолитом и думаю советы здесь будут излишни, так как весь интернет полон рецептами растворов и методиками и все они вполне рабочие, я лично пользовался раствором лимонной кислоты, перекиси водорода и поваренной соли.
На этом этапе важно выдержать время, чтобы не слишком истончить дорожки. Если передержать, то раствор въестся под фоторезист. Я определял готовность визуально, на пленке у меня осталось небольшое количество частичек алюминия. Научился определять это на глаз.
Кроме того, скорость зависит от раствора, время травления вам придется подбирать самостоятельно исходя из качества медного купороса, температуры и толщины материала. Ничего страшного в этих частицах нет — они прекрасно смываются с ацетоном вместе с клеем.
Собственно, после промывки растворителем получается готовая гибкая печатная плата. При желании можно паять (но очень аккуратно и быстро, чтобы не расплавить подложку). Как вариант, не лучший, но всё же можно использовать сплав Розе. Или паять обычным припоем, но очень быстро и точечно.
Формула изобретения
1. Гибкий шлейф, включающий цепь, каждое звено которой имеет замкнутый и вытянутый контур, к которому приварены рыхлящие зубья различной или одинаковой длины под различными или одинаковыми углами относительно продольной оси звена, отличающийся тем, что звено выполнено из двух Г-образных заготовок, сваренных между собой, к которым приварены три пары рыхлящих зубьев, крайние из которых расположены в зоне соединения Г-образных заготовок.
2. Гибкий шлейф по п.1, отличающийся тем, что длина и ширина Г-образной заготовки определяется соответственно по формулам
г
=2d
г
2l
1г
=2d
г
2d
з
где L
г
– длина Г-образной заготовки, мм;
г
– диаметр прута Г-образной заготовки, мм;
1
– расстояние между вершинами смежных зубьев, мм;
– зазор между крайними зубьями и смежным звеном, мм;
г
– ширина Г-образной заготовки, мм;
з
– диаметр прута зуба, мм;
– технологический зазор между противолежащими зубьями, регламентируется стандартами на сборку деталей под сварку в зависимости от их толщины, мм.
3. Способ изготовления гибкого шлейфа, включающий соединение звеньев цепи в виде шлейфа, присоединение посредством сварки к каждому звену рыхлящих зубьев, удаление брызг металла и нанесение защитного покрытия, отличающийся тем, что каждое звено цепи выполняют из двух Г-образных заготовок, сваривают их между собой, на изогнутые участки Г-образных заготовок предварительно направляют износостойкий слой металла, при этом шлейф, образовавшийся при соединении звеньев, очищают и термообрабатывают в парах молибденовокислого аммония до получения антикоррозионного покрытия.
Фоторезист
Для начала нужно составить топологию и создать программу для ЧПУ. Это весьма важный этап и не стоит его недооценивать. Дело все в том, как лазер индуцирует фоторезист.
Пятно лазера может иметь совершенно разную форму и интенсивность, далекую от идеальной. Здесь важно учитывать особенности вашего лазера. Например, мой китайский лазер имеет отвратительную оптику с огромным пятном фокуса и кривым распределением пучка, так что пришлось импровизировать.
Чтобы частично исправить недостаток этой оптики, я сделал следующее — взял лист фольги, сделал в нем аккуратную маленькую дырочку и поставил после выхода лазера. Таким образом удалось получить очень маленькое пятно лазера с относительно равномерным световым потоком.
Чтобы получить максимальное качество засвета, необходимо минимизировать тепловую активацию фоторезиста и паразитный засвет. Тепловая активация фоторезиста снижается путем кратного уменьшения мощности и добавления пары дополнительных проходов.
Паразитную засветку я уменьшил так. Вместо нанесения фоторезиста непосредственно на печатную плату, я взял нужный кусок фоторезиста, под него подложил материал, поглощающий световое излучение (лист бумаги с тремя слоями тонера на нем) и, придавив сверху стеклом, отправил под лазер.
Темный материал удаляет большую часть энергии, не позволяя отраженному свету засветить то, что не нужно. Чем лучше этот поглощающий материал, тем точнее и тоньше получается дорожка. Мой вариант с листом бумаги и тонером не идеален, под лазером углерод начинает сам излучать свет, хоть и не в том диапазоне, в котором активируется фоторезист, но частично все-таки пересвечивает.
Что же касательно длины волны, как вообще 450 нм могут засветить фоторезист? На самом деле в моем случае активация происходила тепловой, а не световой энергией. Здесь свои особенности и так лучше не делать, а брать лазер точно под фоторезист. Иначе снижается качество границы дорожки и сложнее сделать тонкие промежутки между ними.
И так, на выходе получаем простой лист засвеченного фоторезиста. Строго говоря, он так может храниться в подходящих условиях до истечения срока годности, что оказалось довольно удобно — заготовить засвеченный фоторезист, а потом по мере необходимости использовать.