 Гибкий.ру
Гибкий.ру Как рассчитать минимально допустимый радиус
Минимальный радиус гиба трубы, при котором появляется критическая степень деформации, определяет соотношение:
Rmin=20∙S
В нем:
- Rmin означает минимально возможный радиус гиба изделия;
- S обозначает толщину, которой обладает трубопровод (в мм).
https://www.youtube.com/watch?v=aHQnXzmf4DI
Следовательно, радиус по срединной трубной оси равен: R=Rmin 0,5∙Dn. Тут Dn означает условный диаметр круглого стержня.
Обязательное условие, чтобы грамотно вычислить минимальный радиус изгиба — это необходимость принять во внимание соотношение:
Кт=S:D
Тут:
- Кт означает коэффициент тонкостенности изделий;
- D указывает на наружный диаметр труб.
Следовательно, универсальная формула для вычисления минимально допустимого радиуса гибки:
R=20∙Кт∙D 0,5∙Dn.
Когда заданный радиус получается больше, нежели значение, получаемое по приведенной выше формуле, то используется метод холодной гибки труб. Если он меньше рассчитанной величины, материал следует предварительно нагреть. Иначе его стенки при гибке деформируются.
Следует учесть тот случай, когда параметр тонкостенности составляет 0,03<Кт< 0,2
- Тогда минимально допустимый радиус гибки полого стержня, без использования специального инструмента, должен составлять: R ≥9,25∙((0,2-Кт)∙0,5).
- Когда минимальный радиус гиба меньше рассчитанного значения, тогда использование оправки обязательно.
Поправка радиуса гибки труб после снятия нагрузки, с учетом пружинения (инерция распрямления), рассчитывается по формуле:
Ri=0,5∙Ki∙Do.
Тут:
- Do означает сечение оправки;
- Ki является коэффициентом упругого деформирования для конкретного материала (по справочнику).
Так:
- Для примерного вычисления упругой деформации для стальной, медной трубы с проходом до 4 см принимается величина коэффициента 1,02.
- Для аналогов с внутренним диаметром больше 4 см эта цифра будет равной 1,014.
Чтобы точно знать угол, на который следует гнуть материал, учитывая радиус инерции трубы, применяется формула:
∆=∆c∙(1 1:Ki)
Тут:
- ∆c является углом поворота срединной оси;
- Ki — это коэффициент пружинения по справочнику.
Когда искомый радиус больше сечения полого стержня в 2-3 раза, берется коэффициент пружинения 40-60.
Смотреть видео
Как согнуть профильную трубу | «металлбро96»
Содержание:
- Особенности профильной трубы
- Сложности и особенности гибки
- Принцип использования трубогиба
- Инструкция по работе с трубогибом
- Альтернативные способы сгибания
- Трубогиб своими руками
При производстве металлических конструкций часто используются профильные трубы. Для достижения нужной формы их нужно согнуть. Сделать это можно самостоятельно: нужен только трубогиб или обычные хозяйственные принадлежности.
Особенности профильной трубы
Трубы из профиля мало весят, они пластичные и прочные. Если работать с ними при высоких температурах, можно изготовить любые заготовки. Обычно их используют в сельском хозяйстве, мебельном, промышленном, строительном и машиностроительном производствах. Благодаря арматуре вес каркасных сооружений сокращается на 20-30%. Это позволяет придать изделию любую форму.

Чаще всего прямоугольные и квадратные профильные трубы используют:
- для оформления коробок металлических дверей;
- при монтаже рекламных щитов, столбов, стендов;
- для установки решеток, оконных конструкций, сложных запорных механизмов;
- для сборки парников, заборов, павильонов;
- при установке лестничных маршей;
- для монтажа каркасов для гаражей, хозяйственных сооружений, жилых и нежилых комплексов;
- для производства объемной мебели.
Специалисты изготавливают арматуру из углеродистой стали и нелегированных сплавов. Трубы соединяют несколькими способами: бесшовной сваркой и горячей или холодной формовкой. Эти методы помогают уменьшить вес изделия и увеличить его прочность. Также при производстве заготовок важно сделать равноудаленные ребра жесткости, чтобы конструкция выдерживала большие нагрузки.
Сложности и особенности гибки
В процессе гибки есть определенные правила, чтобы каркас изделия получился качественным. Для этого нужно избегать деформации и выдерживать радиус.
Если эти условия не соблюдать, появятся сложности:
- Сплющивание труб. Чаще всего это происходит при сгибании полного профиля или создании поворотных участков трубной разводки. Размеры и сечение в месте сгиба меняются, внутренняя поверхность деформируется.
- Потеря прочности. Геометрия профиля в процессе гибки может нарушиться. Из-за этого появляются деформации, труба не выдерживает давления или изгиба.
- Лопни и трещины. Если на профиль оказать сильное давление, труба может не выдержать и лопнуть.
- Волны и складки. Они возникают при неравномерном смещении металла. Чаще всего это происходит рядом с местом сгибания.
Чтобы избежать этих сложностей, лучшего воспользоваться трубогибом. Этот аппарат выполняет всю работу за вас и минимизирует риск недочетов и повреждений.
Принцип использования трубогиба
Вручную согнуть профильную трубу сложно, а иногда — невозможно. Это занимает не только много времени и сил: придется потратиться на покупку материалов.
Поэтому для работы с профильными трубами изобрели трубогибы.
У стандартных устройств есть колесо: оно перемещается вдоль одной грани и мягко сгибает арматуру в нужном направлении.

Существуют трубогибы двух типов:
- Ручные. Колесо запускается вручную специальной рукояткой. Это оборудование подойдет для труб с маленькой площадью сечения.
- Электрические. Для запуска аппарат нужно включить в розетку. Колесо перемещается через электропривод. Применять электрические приборы нужно во время масштабных работ и при обработке труб большого диаметра. Электрические трубогибы нагревают, шлифуют, сгибают трубу. Некоторые дорогостоящие устройства имеют дополнительные функции.
Обратите внимание! Если работа с профильной арматурой единоразовая, лучше не покупать трубогиб, а взять его в аренду.
Инструкция по работе с трубогибом
Работать с аппаратом для гибки труб легко. В инструкции указаны технические особенности устройства и последовательность действий.
Например, использовать оборудование от компании Rothenberger нужно так:
- Закрепите раму на корпусе гидроцилиндра с помощью распоротых болтов.
- Приподнимите верхнюю часть рамы и установите боковые шаблоны под параметры сгиба.
- Поставьте боковые шаблоны на одинаковом расстоянии от оси гидроцилиндра.
- Согните трубу.
Важно! Необходимо установить шаблоны симметрично. Любой, даже самый маленький перекос может повредить инструмент.
Альтернативные способы сгибания
В домашних условиях также можно согнуть трубу. Это реально, если арматура небольшая, и точность — неосновное требование.
Сгибать трубу лучше в отдельном помещении. Вам понадобятся тиски, верстаки и другие инструменты. Также необходим сварочный аппарат и болгарка.
Использование болгарки
В месте, где необходим изгиб, сделайте болгаркой несколько распилов поперек. Чем меньше радиус изгиба, тем больше распилов нужно. Обычно достаточно трех.
После этого профильную трубу можно легко согнуть. Места пропилов следует заделать сваркой.
Важно! Заваренные участки можно зашлифовать, тогда не останется никаких следов. Прочность при этом не ухудшится.
У такого способа есть один недостаток — идеальной округлости добиться не получится. Загиб состоит из несколько делений, которые находятся под углом друг к другу.
Применение пружины
Вам понадобится стальная проволока сечением 2 мм. Ее нужно согнуть по форме профиля так, чтобы сторона каждого сегмента была немного меньше, чем сторона трубы. Пружина должна свободно двигаться внутри нее.
После этого согнутую проволоку нужно вставить в трубу и согнуть до нужного радиуса. Чтобы процедура прошла легко, участок сгиба можно нагреть.
Важно! Чтобы быстро удалить пружину из трубы после сгибания, нужно предварительно прикрепить к ней еще один кусок проволоки. Потом останется только потянуть за него и вытащить пружину.
Заполнение трубы песком
Метод очень простой и эффективный. Все необходимые инструменты можно найти в специализированном магазине.
Работу нужно выполнять поэтапно:
- Подготовьте два клинышка из дерева. Они должны плотно закрывать полость трубы.
- В один конец трубы забейте клин.
- Засыпьте внутрь песок. Перед этим его нужно просеять и подсушить.
- Вбейте второй клин.
После этого один конец профильной арматуры нужно зафиксировать, а потом согнуть ее. Трубу можно нагреть, чтобы облегчить процедуру. После того как конструкция примет нужную форму, клинья нужно убрать, а песок высыпать.
Использование воды
Один конец трубы нужно закрыть заглушкой. После этого в полость надо залить воду, температура которой должна быть близка к 0 градусов. Главное, чтобы жидкость могла замерзнуть. После этого можно без проблем согнуть трубу. Место сгиба будет прочным и красивым.
Обратите внимание! Этот способ подойдет не для всех труб, а только для арматуры из цветных металлов и не подверженных коррозии материалов.
Трубогиб своими руками
Как ручной, так и электрический трубогиб можно сделать самостоятельно.

Для этого понадобятся:
- сварочный аппарат;
- болгарка или угловая шлифовальная машина;
- ножовка по металлу;
- тиски и слесарный инструмент;
- втолки с резьбой;
- 3 шестерни;
- уголок;
- стальной прут;
- швеллер;
- цепь;
- винты М6 и М8;
- труба 0,5 дюйма для воротка:
- заводской редуктор;
- электродвигатель 1-3 кВт;
- ролики на заказ.
Нужно взять уголок и швеллер и сварить общую раму и стойку для воротка. Они должны быть жесткими, поэтому винтовые соединения использовать нельзя.
Дальше в роликах с торца просверлите отверстия под втулки и установите шестеренки. В одном ролике сделайте дополнительную дырку под прижимной винтовой механизм. Шестеренки установите на ролики и шкив редуктора, закрепите все винтами. Обязательно используйте съемную цепь.
Валики для гибки должны быть из быстрорежущей или инструментальной стали. Их лучше изготовить на заказ. Редуктор тоже стоит купить уже готовый с подачей 2-3 м/мин.
Самодельные трубогибы сильно отличаются по своей конструкции. Все зависит от мастера: у каждого свои наработки и предпочтения. Точное оборудование практически невозможно сделать без чертежа и определенных навыков. Поэтому лучше купить ручной трубогиб, если нужно работать с небольшими изделиями из профиля. Станок подойдет для прямоугольных, квадратных, круглых труб из латуни, стали, алюминия, меди. Станок для гибки целесообразно покупать, если вы планируете часто его использовать. Если трубу нужно согнуть один раз, лучше сделать это вручную.
Особенности гибки труб из цветных металлов
Главное отличие цветных металлов в их пластичности. Неправильное выполнение инструкции по гибке труб из данного материала может привести к деформации и разрыву заготовки.
1. Гибка медных и латунных труб.
Для латунных и медных труб используют метод холодного и горячего деформирования. В обоих случаях в полость изделия помещают наполнитель – расплавленную канифоль (для холодного способа) и песок (для горячего).
Для начала необходимо обжечь заготовки, а затем остудить их. Температура воздействия – от 600 до 700 градусов. Охлаждают материалы разными способами: медь окунают в воду, а латунь – оставляют проветриться на открытом воздухе.
По завершению процесса наполнитель выплавляют. Чтобы не деформировать трубу, извлечение начинают с краев. Изделия из цветных металлов лучше поддаются процессу сгибания, однако проблемы остаются теми же: внутренняя стенка утолщается, а наружная – истончается. Несоблюдение инструкции сгиба может привести к изменению формы трубы.
2. Гибка алюминиевых труб.
С трубами из алюминия работают теми же методами: с использованием роликов, прокаткой, откатыванием, давлением.
Первый вариант подходит для тонких заготовок, с диаметром не более 10 см. Он позволяет получить изгиб без достаточной градусной точности. Оптимальный радиус сгиба – 5-6 диаметров.
Второй способ подходит для труб с большим сечением. Он используется для создания декоративных элементов интерьера. Для этого применяют трехроликовое гибочное оборудование.
Метод откатки позволяет получить лишь небольшой изгиб.
В способе давления используют прессы со штампами. Изделие приобретает нужный угол под воздействием давления извне.
Работать с алюминиевыми трубами просто: они прочные и пружинистые. Изделия обжигают при температуре от 350 до 400 градусов, а затем осуждают на открытом воздухе.
Вы можете заказать гибку труб в Череповецком заводе металлоконструкций. Мы занимаемся производством и обработкой изделий в собственных цехах. В нашей команде работают настоящие профессионалы с большим опытом работы.
Преимущества нашей компании:
- кратчайшие сроки выполнения работ;
- гарантия от 12 до 24 месяцев;
- контроль за выполнением работы в онлайн-режиме;
- доступная стоимость;
- доставка в любую точку России;
- удобные способы оплаты (наличными или картой).
Для консультации звоните по телефону 8 800 222 04 45.
Поведение круглого, квадратного и прямоугольного сечения, виды разрушений

- Ставшая тонкой внешняя стенка тяготеет к выгибу, направленному к срединной оси трубы. Это приводит к тому, что ее поперечное сечение деформируется.
- Когда предел прочности изделия превышается, оно разрывается по внешней плоскости изгибания.
Толщина трубных стенок на внутренней части гиба становится больше, из-за появления сжимающего напряжения. Когда предел прочности изделия на сжимание превышается, оно утрачивает локальную жесткость. Это приводит к образованию глубоких складок на внутренней плоскости изогнутой трубы.
Как ведут себя квадратный и прямоугольный профиль:
- Их трубные стенки подвержены сжимающему и растягивающему напряжению, как на наружной, так и на внутренней плоскости изгиба, по максимуму.
- У материала повышенная склонность к деформациям, мастеру трудно их контролировать.
- Профильный материал на внутренней стороне изгиба склонен к вертикально направленному расширению. При этом он течет горизонтально вдоль торца изделия. Эти напряжения вдавливают вертикально расположенные трубные стенки. При этом квадрат поперечного сечения деформируется. Он приобретает конфигурацию трапеции.
- Поперечное сечение прямоугольной и квадратной формы плохо передает зажимные усилия между изгибочной и зажимающей колодкой.
- Профиль стремится проскользнуть вдоль колодки в начале изгибания. При этом он может ее тереть, что ведет к износу оборудования.
Поведение материала с круглым сечением, когда происходит его изгиб:
- Материал меньше деформируется на участках наивысшего напряжения. Места максимального сжимания/растягивания расположены по касательной осевой линии к поперечному сечению.
- Круглая форма дает металлу возможность равномерно растекаться по всем направлениям в ходе изгибания. Благодаря этому мастеру легче контролировать процессы деформации материала.
- Благодаря поперечному сечению округлой формы труба хорошо передает усилия между изгибочной и зажимающей колодкой.
- При гибке круглых труб по радиусу, они практически не проскальзывают в инструменте.
Самодельные трубогибочные станки
Часто мастерами самостоятельно изготавливаются трубогибочные приспособления в домашних условиях. Естественно, они не будут удобными и эффективными и профессиональными, однако для мелких дел достаточно подходящие.
Деревянный. Является самым простым вариантом, отлично подходящим для гибки труб из алюминия. Сгибание производится по определенному сегменту. Чтобы удержать материал, применяют прижимные приспособления.
Понадобится доска необходимой толщины. Из нее следует вырезать форму-шаблон. Потом установить на стол для прокатки, где будет производится гибочный процесс. Вместе с шаблоном нужно изготовить и рычаг, который поможет выполнить работу. Он устанавливается на расстояние от формы на соответствующий диаметр трубного профиля.
Сгибаемое изделие вставляется в отверстие, где находится упор и форма. Потом оно постепенно сгибается вручную. Трубогиб из дерева обычен в эксплуатации. Но для каждого последующего сгибания будет необходимо изготавливать отдельный шаблон. К тому же, угол сгибания совсем не всегда будет точным.
Роликовый. Самая популярная разновидность трубогибочного приспособления. Работает на ручном приводе. Ролики располагаются для образования равнобедренного треугольника. Они соединяются с цепным приводом лебедкой, в месте основания механизма. Ролик вверху следует соединить с зажимным механизмом, за счет сего станок станет вращаться.
Для гибки на этом приспособлении мастер помещает элемент на ролики в основании и прижимает его. Затем плавно поворачивает рукоять лебедки и протягивает изделие между роликами. Постепенно заготовка станет загибаться. Потом нужно усилить нажим с последующим закручиванием механизма зажима. Чтобы результат закрепился, труба пропускается через приспособление еще раз.
Домкратный трубогиб. Бывает, что мастера делают станки с помощью домкрата. Он позволяет подбирать различные углы для гибки. Такое приспособление более усовершенствованно и удобно в отличие от деревянных аналогов.
Для гибки труба опирается на ролики в месте расположения оси по краям. Давление на элемент распределяется башмаком, воздействующим на центр проката. За счет этого изгиб отличается плавностью. Самостоятельно смастеренный гидравлический трубогибочный станок из домкрата позволяет согнуть трубу почти на 90 градусов.
Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
Профилегибочные станки (3-х роликовые вальцевые трубогибы) предназначенные для гибки труб и специальных профилей в кольца сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы работают с профилями из любого материала — стали, нержавеющей стали, алюминия, меди, титана и их сплавов.
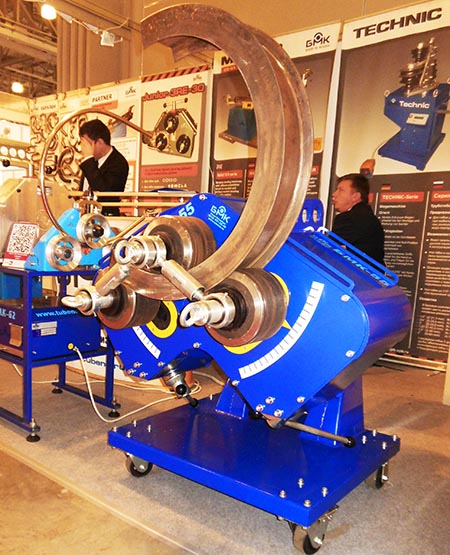 Профилегиб RE-80 серии БМК-55У — гибка двутавра на выставке
Профилегиб RE-80 серии БМК-55У — гибка двутавра на выставке
Работу таких трубогибов и профлегибов следует разделить на два этапа:
Первый этап — создание на трубогибочном станке преднатяга — задать кривизну ,радиус гиба трубы. Это может осуществляться путем приложения усилия средним подвижным роликом на трубу опирающуюся на два крайних ролика, либо путем приложения усилия на трубу через два крайних, подвижных ролика на трубу опирающуюся на средний ролик;
Второй этап — непосредственно гиб трубы, осуществляемый за счет силы трения между ведущими роликами профилегиба и изгибаемой трубой, где труба силой трения увлекается в направлении вращения ведущих роликов и изгибается на радиус заданной кривизны (преднатяга).
Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается получить требуемый радиус гиба за один прогон, то операции первого и второго этапов повторяются до получения требуемого радиуса гиба на изделии.
На трубогибочных вальцах минимальный радиус гиба труб для очень толстостенных труб составляет- 5, для толстостенных-10, для тонкостенных более 10 диаметров труб.
Особо внимание следует уделять работе по первому этапу, так как от количества ведущих роликов и силы трения на них зависит усилие создаваемое для задания кривизны (радиуса) гиба трубы.
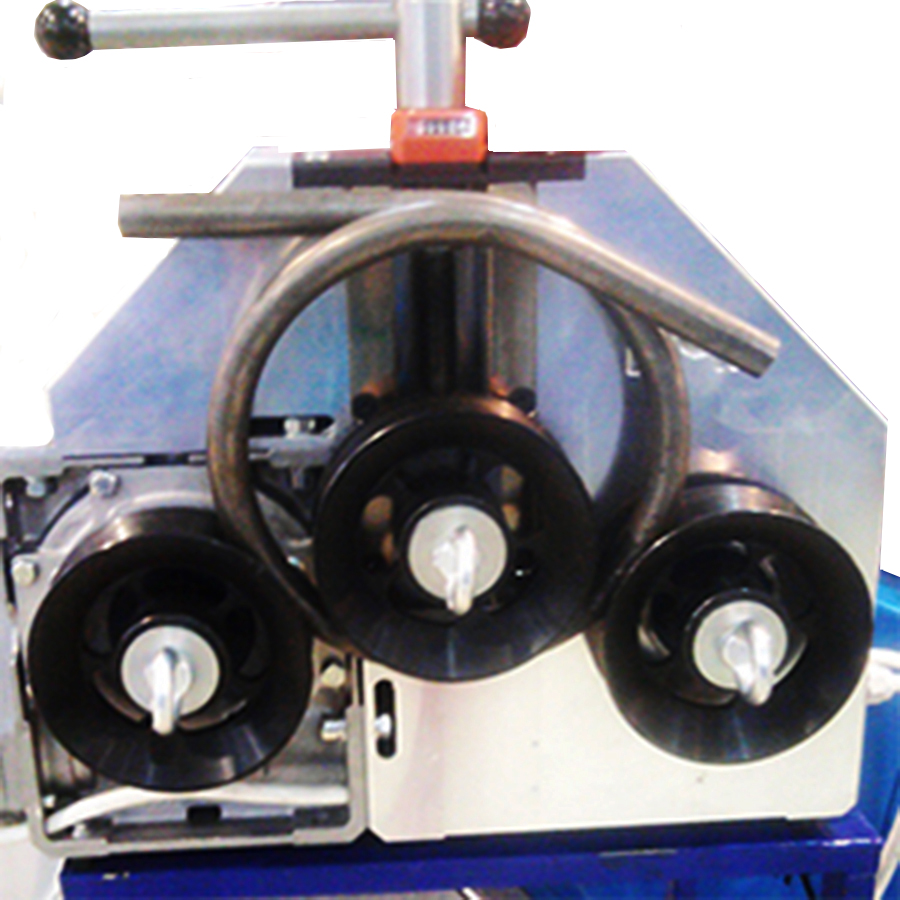 Трубогиб RE-30 серии JUNIOR — гибка трубы в кольцо
Трубогиб RE-30 серии JUNIOR — гибка трубы в кольцо
Для гибки черного металла трубогибочные вальцы оснащаются стальными гибочными роликами, а для гибки полированных труб- роликами из капролона. Однако, применение капролоновых роликов возможно только на трубогибах производства ООО «Балтийской Машиностроительной Компании» — 3RE-60 (БМК-55)
Качественная гибка труб на трубогибах и профилегибах обеспечивается соответствием ручьев гибочных роликов типоразмеру трубы. Применение наборных роликов удешевляет стоимость оснастки, но резко снижает качество гибов, особенно на тонкостенных и полированных трубах.