 Гибкий.ру
Гибкий.ру Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Галерея изображений
Фото из
Гибка труб чаще всего востребована в сфере сооружения каркасов для устройства теплиц, навесов, входных групп, веранд, садовой мебели. В результате получается наиболее износостойкая основа для крепления деревянных, металлических, поликарбонатных деталей
Гибка труб для сборки трубопроводов позволяет сократить число фитингов, а значит, и количество угрожающих протечкой точек. Однако без использования специализированного инструмента гнуть трубы нежелательно. В итоге усилий дилетанта уменьшается сечение, следовательно изменяется давление среды и пропускная способность магистрали
Для получения идеального радиуса гибки без существенной деформации сечения трубы используют гибочные приспособления и установки
Если гибку трубы производят нечасто, достаточно соорудить плиту с дорнами для опоры трубы или сделать ручной инструмент из подручных материалов
Для фигурной деформации труб по одному заданному радиусу можно сделать оправку — приспособление с округлым краем, форму которого придают сгибаемой трубе
По способу привода в действие все гибочные станки делятся на механические и электрические. По принципу действия они подразделяются на вальцовые (роликовые) и гидравлические
Включение в схему станка домкратов, рычагов, гидравлических поршней позволяет существенно облегчить выполнение гибка, сократив прилагаемые физические усилия
Ручные гибочные инструменты и стационарные станки с гидравлическим гибочным механизмом можно приводить в действие с помощью электропривода
Гибка труб для формирования каркаса
Некачественное сгибание сантехнической трубы
Гибочный механический станок с тремя валками
Простейший ручной трубогиб
Оправка для гибки металлического проката
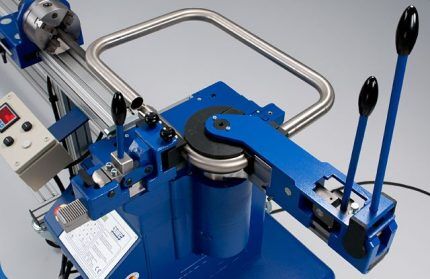
Процесс сгибания на гибочном станке
Механический станок с гидравлическим поршнем
Гидравлический станок с электрическим приводом
Профильная трубная продукция имеет более эстетичный вид, чем ее аналоги с круглым сечением, поэтому она часто встречается в бытовых конструкциях. При гибке на нее изнутри воздействует сила сжатия, а извне — растяжения. Следует тщательно подобрать способ гибки, прежде чем приступить к выполнению этой операции.
К профильному сортаменту относятся трубы с сечением в виде квадрата, овала, прямоугольника.
Существует несколько нюансов и о них не следует забывать, занимаясь гибкой профильных труб в домашних условиях без наличия специального оборудования:
- Оптимальная длина изгибаемого участка для профтруб с тонкими стенками и сечением до 2 см — высота трубы, умноженная на 2,5.
- Для толстостенных труб длину зоны гибки определяют путем умножения сечения на три. В противном случае не избежать растрескивания материала снаружи или его деформации изнутри.
- Минимальное значение радиуса кривизны — сечение изгиба умноженное на 2,5.

Не учитывая эти требования можно даже не надеяться на хороший результат. Способы гибки не отличаются от применяемых при работе с изделиями с круглым сечением. Кроме того, можно использовать способ ручной гибки с выполнением поперечных распилов, которые выполняют на трех сторонах трубы.
L = (2π r : 2 = 2х 3,14 х 190) : 2 = 596,6 мм
Lвн. = (2 х3,14 х 150) : 2 = 471 мм.
Сумму длин резов на внутреннем радиусе определяют по формуле: Lвыр = L – Lвн = 596,6 – 471 = 126 мм.
Желающие собственноручно сделать ручной трубогиб или станок для гибки профильной трубы собственными руками в предложенных нами статьях найдут массу полезной информации, схемы и полезные рекомендации.
Если учесть, что болгаркой можно выполнить рез шириной 5 мм, то на плоскости сгиба длиной 126 мм получится 25 прорезей, после выполнения которых трубу сгибают до тех пор, пока кромки вырезов не соприкоснутся. Прорези заваривают, а швы зачищают.

Для гибки профильных труб обычные трубогибы не подходят. Для этой цели существуют специальные трубогибочные станки, но, даже имея такое оборудование, прямой угол получить практически невозможно. Проще применить сварной способ или использовать фитинги

Есть еще один способ, которым сгибают профильные и круглые трубы, но применить его можно только в зимний период. Для этого в торцы тубы, вставляют пробки, заливают внутрь воду и ждут, пока она застынет. Трубу сгибают, контролируя процесс шаблоном, затем вынимают пробки и удаляют жидкость.
Виды станков для гибки профильной трубы
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.
Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется гнутье труб, являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
Чертеж трубогиба
После того как чертеж трубогиба подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность.
Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними.
Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.
Сваренная из толстого металла П-образная каретка с прижимным валом
Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам.
Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы. Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе.
Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону. Также нужно знать некоторые технологические тонкости гибки металлических труб и учитывать их во время работы.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Способы сгибания труб

Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.

Здесь схема, формулы и рекомендации по расчету параметров гибки труб, следование которым является гарантией хорошего результата
После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.

Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали – основание (1), гидравлический домкрат (2), пуансон (3) и крепеж в виде болтов. Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Способы гибки труб больших диаметров
https://www.youtube.com/watch?v=AFHCwZTBe8I
Относительно недавно появившиеся способы — гибка труб с участием токов промышленной и высокой частоты и гибка с растяжением. В первом случае используется высокопроизводительная высокочастотная установка, в которой трубу диаметром 95 – 300 мм нагревают, выполняют гибку и охлаждают.
В ее состав входят две части — механическая в виде гибочного станка и электрическая, включающая электрическую часть и высокочастотную установку.

Труба деформируется только на нагретом участке, находящемся в зоне индуктора. Изменение геометрии до заданного размера происходит под воздействием отклоняющегося ролика. Таким методом можно получить гиб с кривизной малого радиуса.
Гибку с использованием второго способа осуществляют на гибочно-растяжных машинах, в комплект которых входит поворотный стол. На трубу воздействуют большие растягивающие и изгибающие усилия. Так получают круто-изогнутые гибы с постоянной толщиной стенки по всей окружности.
Применяют метод для гибки труб большого диаметра, используемых в авиационной, автомобильной промышленности, судостроении, где к трубопроводу предъявляют высокие требования. Преимущество в возможности изгибать трубы со стенкой от 2 – 4 мм на 180⁰.
Как изготовить профилегиб еще более простой конструкции
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы согнуть профильную трубу своими руками на подобном устройстве, вам потребуются серьезные физические усилия.
Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу. На устройствах данного типа осуществляется гибка профильной трубы по радиусу, который предварительно необходимо сформировать из жестко закрепленных элементов.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью. Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно. Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.

Самое примитивное приспособление для изменения очертаний профильной трубы — использование деревянного шаблона. Применить его можно в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и выпиливают шаблон.

Шаблон лучше делать съемным, тогда можно изготовить их несколько с разными радиусами. Его не обязательно делать из дерева, заменить его можно и металлическими крючками, расположив их по прорисованному контуру
В месте соприкосновения с трубой толщина шаблона должна быть больше, чем высота сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с наклоном, иначе труба может соскользнуть.
Конструкцию снабжают упором и крепят к какому-нибудь устойчивому основанию. Трубу помещают между плоскостью шаблона и упором и начинают гнуть материал, начиная с края трубки. Если начать процесс изгиба с центра, то тонкостенная труба может сплющиться.
В трубу можно вставить металлический стержень диаметром равным проходному сечению трубы, а можно просто взять отрезок трубы и надеть его на коне заготовки. В любом случае так будет удобней.
Более подробно о том, как согнуть профильную трубу без специального оборудования, читайте в этом материале.
По такому же принципу изготавливают более мощные станки. В этом случае усилие создают при помощи лебедки, а трубу закрепляют покрепче, чтобы не сорвалась.
Похожие гибкие материалы:
 Гибка труб на заказ в Москве – Завод НЗМК
Гибка труб на заказ в Москве – Завод НЗМК  Гибка профильной трубы в Москве
Гибка профильной трубы в Москве  Гибкие полимерные теплоизолированные трубы. Гибкие теплоизолированные полимерные трубы «Касафлекс»
Гибкие полимерные теплоизолированные трубы. Гибкие теплоизолированные полимерные трубы «Касафлекс»  Труба для отопления гибкая. Как правильно использовать нержавеющие гофрированные трубы для отопления
Труба для отопления гибкая. Как правильно использовать нержавеющие гофрированные трубы для отопления  Термостойкая гофрированная труба — Трубы и сантехника
Термостойкая гофрированная труба — Трубы и сантехника