 Гибкий.ру
Гибкий.ру Виды оборудования для гибки труб
Все гибочные агрегаты можно разделить на три группы в соответствии с типом привода:
- Устройства с прокатным приводом. Такие приспособления имеют ручное управление. С их помощью можно выполнить гибку тонкостенных металлических или полимерных труб малого диаметра. Плюсы такого оборудования: низкая себестоимость работ, возможность сделать все своими руками. Минусы – необходимость применения физической силы мастера, малый диапазон диаметров труб, невозможность работы с заготовками нестандартных размеров.
- Устройства с механическим (гидравлическим) приводом. Способ гибки труб с их применением считается универсальным. Профессиональные устройства такого типа используются в строительстве, промышленности и других областях. Плюсы гидравлических установок: более высокая производительность, чем у предыдущего вида гибочных станков, за единицу времени обрабатывается большое количество заготовок, есть возможность работы с трубами крупного сечения. Минус один, но весомый: при выходе из строя гидравлического цилиндра его нельзя починить – только полная замена.
- Устройства с электрическим приводом. Электромеханические агрегаты часто можно встретить на площадках капитального строительства и на промышленных предприятиях. Способы гибки труб при помощи оборудования такого типа отличаются высокой точностью, качеством готовой продукции и большой производительностью. Сегодня существует немало моделей электромеханических гибочных станков. Некоторые из них справляются даже с трубами большого диаметра, причем точность такой манипуляции очень высока. Минусом устройства этого типа является его низкая мобильность, которая обусловлена весом станка и необходимостью подключения к сети электропитания.
В соответствии с принципом действия оборудование делится на следующие виды:
- Автоматическое – управление устройством осуществляется системой с ЧПУ, предварительно настроенной мастером. Производственный контроль проводится автоматически, при помощи датчиков.
- Рычажное – имеет ручное управление, воздействие на объект происходит с применением физической силы мастера. При работе с тонкостенными заготовками этим способом гибки труб можно достичь угла в 180°.
- Арбалетное – придает заготовке форму угла в 90°. Это устройство не занимает много места. С его помощью можно обрабатывать заготовки из полимеров и цветных металлов.
- Гидравлическое – воздействие на трубу происходит при помощи гидроцилиндрического станка.
- Арочное – устройство с ручным управлением. Гибка происходит за счет пропуска трубы через шаблонный сегмент.
- Трехвалковое (роликовое) – агрегат с ручным приводом, оказывает воздействие на обрабатываемую деталь при помощи системы из трех роликов. Использование этого способа гибки труб позволяет обрабатывать заготовки из твердых металлов, сокращает риск появления трещин или деформаций.
- Пружинное – изготовлено из пружинной стали. Во время работы в полость трубы помещают пружину, затем мастер прикладывает физическую силу для изменения формы заготовки. Такой метод обработки подходит для бесшовных заготовок небольшого диаметра.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Гибка труб
Существует много способов гибки труб. Для этой операции применяются различные приспособления, а также механические трубогибочные станки.
Для того чтобы при гибке не помять трубу, ее предварительно набивают наполнителем (песком) или заливают расплавленной канифолью. Трубы с наполнителем обычно гнут на деревянных или стальных оправках, шаблонах и роликовых приспособлениях. Гибка труб в холодном состоянии производится и с наполнителями и без них, а в нагретом состоянии — преимущественно с наполнителями. Трубы небольшого диаметра (примерно до 20 мм) при радиусе загиба более 50 мм можно гнуть в холодном состоянии без наполнителя.
На рис. 5.28я показана гибка трубы по кривой большого радиуса в холодном состоянии с наполнителем при помощи шаблона, а на рис. 5.286 — при помощи роликового приспособления. Здесь гибка производится между гибочным и нажимным роликами. Радиус и угол загиба зависят от диаметра гибочного ролика.

Рис. 5.28. Гибка трубы: a — по шаблону; б — при помощи роликового приспособления; 1 — упор для трубы, 2 — неподвижный гибочный ролик, 3 — подвижный нажимной ролик, 4 — ручка приспособления, 5 — крепление конца трубы
Гибку трубы холодным способом с наполнителем-песком осуществляют следующим образом.
- 1. Изготовляют две деревянные пробки диаметром, равным внутреннему диаметру трубы, и длиной, соответствующей четырем-пяти ее диаметрам.
- 2. Пробку вставляют в один конец трубы и забивают ее молотком на глубину двух-трех диаметров.
- 3. Просеивают мелкий сухой речной песок. Трубу устанавливают в вертикальное положение (концом с пробкой вниз) и насыпают в нее просеянный песок.
- 4. Песок уплотняют, постукивая молотком по поверхности трубы или ударяя трубу о прокладку, находящуюся на полу. После уплотнения песка деревянную пробку забивают во второй конец трубы.
- 5. Место изгиба размечают мелом. Надевают рукавицы.
- 6. Изгибаемую трубу вставляют в трубный прижим, между угловой выемкой основания и сухарем с уступами, и вращением рукоятки зажимают трубу в прижиме. (При гибке сварных труб шов надо располагать снаружи, а не внутри изгиба, иначе труба может разойтись по шву.)
7. На конец изгибаемой трубы надевают отрезок трубы большего диаметра так, чтобы ее конец немного не доходил до метки изгиба, затем охватывают трубу двумя руками и с большим усилием отводят ее в направлении изгиба, рис. 5.29. Для контроля окончания изгиба на среднюю линию трубы накладывают проверочный шаблон.

Рис. 5.29. Прием гибки стальных труб вручную
8. После окончания изгиба трубу освобождают из прижима, выбивают деревянные пробки и высыпают песок.
Гибку стальной трубы на ручном станке (трубогибе) в холодном состоянии без наполнителя выполняют в следующей последовательности.
1. Ручной станок подготавливают к гибке, устанавливают рукоятку в положение А, рис. 5.30.

Рис. 5.30. Прием гибки стальных труб ручным трубогибочным станком
- 2. На трубе мелом отмечают начало изгиба.
- 3. Один конец трубы закладывают между подвижным и неподвижным роликами и в отверстие хомутика так, чтобы линия разметки на трубе совместилась с риской, нанесенной на поверхности неподвижного ролика.
- 4. Рукоятку берут двумя руками и поворачивают ее по часовой стрелке на заданный угол по шаблону. Если усилия рук недостаточно, то для того, чтобы увеличить плечо приложения силы, на рукоятку надевают отрезок трубы.
Правильность изгиба проверяют по шаблону или по детали (изогнутой трубе).
Гибка труб из цветных металлов выполняется в следующей последовательности.
- 1. Изготовляют деревянную пробку и забивают ее в один из концов трубы.
- 2. Расплавляют наполнитель (канифоль). У сосуда обязательно должен быть носик для слива расплавленной канифоли в трубу.
- 3. Трубу устанавливают вертикально (пробкой вниз) и заливают в нее канифоль, оставляя трубу в таком положении до полного затвердения канифоли.
- 4. Трубу гнут одним из способов:
а — зажимают в тисках между деревянными нагубниками и изгибают усилием рук (рис. 5.31а); проверку угла изгиба выполняют по шаблону или изделию;
б — с помощью роликового приспособления (рис. 5.31 б), при работе с которым один конец трубы вставляют между роликами в неподвижный хомут. Рукоятку рычага охватывают двумя руками и поворачивают, выполняя изгиб трубы.

Рис. 5.31. Гибка труб из цветных металлов: а — в тисках; б — в роликовом приспособлении
5. Трубу освобождают из тисков (приспособления), подогревая ее, начиная с открытого конца, по всей длине — выплавляют канифоль и сливают ее в сосуд.
При гибке трубы горячим способом на роликовом приспособлении подготовительные операции (изготовление пробок, их забивка в отверстия тубы и наполнение трубы песком) выполняются также как и при гибке в холодном состоянии. Необходимо только в пробках проделать небольшие сквозные отверстия для выхода газов при нагреве. После этой подготовки поступают следующим образом.
- 1. Отмеряют от конца трубы длину до центра изгиба и в этом месте проводят черту поперек трубы.
- 2. От метки засекают мелом по обе ее стороны по половине длины предназначенной к нагреву части трубы.
- 3. Нагревают трубу в размеченном месте до вишнево-красного цвета.
- 4. Нагретую трубу закладывают в приспособление.
- 5. Сгибают трубу до заданного угла и проверяют изгиб трубы по шаблону или по месту.
- 6. Сняв трубу с приспособления, дают ей остыть, затем вынимают из отверстий пробки и высыпают песок
Во время нагрева трубы в горне надо наблюдать за тем, чтобы нагревалась только размеченная часть. Нагревание продолжают до тех пор, пока не прокалится в трубе песок, иначе труба быстро остынет и гибку не удастся закончить за один нагрев.
В качестве топлива при нагреве трубы применяют древесный уголь, торф или кокс. Кузнечный уголь менее пригоден вследствие высокого содержания в нем серы.
Поведение круглого, квадратного и прямоугольного сечения, виды разрушений

- Ставшая тонкой внешняя стенка тяготеет к выгибу, направленному к срединной оси трубы. Это приводит к тому, что ее поперечное сечение деформируется.
- Когда предел прочности изделия превышается, оно разрывается по внешней плоскости изгибания.
Толщина трубных стенок на внутренней части гиба становится больше, из-за появления сжимающего напряжения. Когда предел прочности изделия на сжимание превышается, оно утрачивает локальную жесткость. Это приводит к образованию глубоких складок на внутренней плоскости изогнутой трубы.
Как ведут себя квадратный и прямоугольный профиль:
- Их трубные стенки подвержены сжимающему и растягивающему напряжению, как на наружной, так и на внутренней плоскости изгиба, по максимуму.
- У материала повышенная склонность к деформациям, мастеру трудно их контролировать.
- Профильный материал на внутренней стороне изгиба склонен к вертикально направленному расширению. При этом он течет горизонтально вдоль торца изделия. Эти напряжения вдавливают вертикально расположенные трубные стенки. При этом квадрат поперечного сечения деформируется. Он приобретает конфигурацию трапеции.
- Поперечное сечение прямоугольной и квадратной формы плохо передает зажимные усилия между изгибочной и зажимающей колодкой.
- Профиль стремится проскользнуть вдоль колодки в начале изгибания. При этом он может ее тереть, что ведет к износу оборудования.
Поведение материала с круглым сечением, когда происходит его изгиб:
- Материал меньше деформируется на участках наивысшего напряжения. Места максимального сжимания/растягивания расположены по касательной осевой линии к поперечному сечению.
- Круглая форма дает металлу возможность равномерно растекаться по всем направлениям в ходе изгибания. Благодаря этому мастеру легче контролировать процессы деформации материала.
- Благодаря поперечному сечению округлой формы труба хорошо передает усилия между изгибочной и зажимающей колодкой.
- При гибке круглых труб по радиусу, они практически не проскальзывают в инструменте.
Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
Профилегибочные станки (3-х роликовые вальцевые трубогибы) предназначенные для гибки труб и специальных профилей в кольца сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы работают с профилями из любого материала – стали, нержавеющей стали, алюминия, меди, титана и их сплавов.
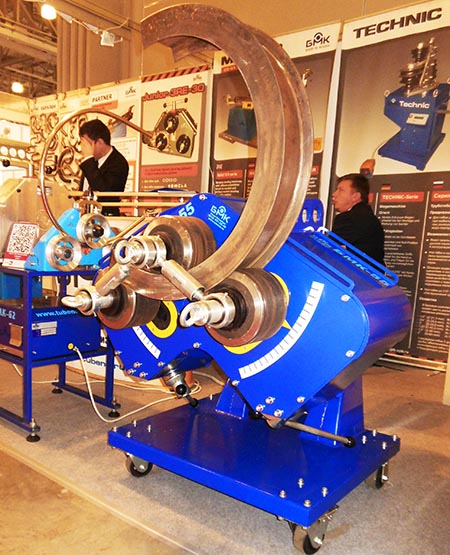 Профилегиб RE-80 серии БМК-55У – гибка двутавра на выставке
Профилегиб RE-80 серии БМК-55У – гибка двутавра на выставке
Работу таких трубогибов и профлегибов следует разделить на два этапа:
Первый этап – создание на трубогибочном станке преднатяга – задать кривизну ,радиус гиба трубы. Это может осуществляться путем приложения усилия средним подвижным роликом на трубу опирающуюся на два крайних ролика, либо путем приложения усилия на трубу через два крайних, подвижных ролика на трубу опирающуюся на средний ролик;
Второй этап – непосредственно гиб трубы, осуществляемый за счет силы трения между ведущими роликами профилегиба и изгибаемой трубой, где труба силой трения увлекается в направлении вращения ведущих роликов и изгибается на радиус заданной кривизны (преднатяга).
Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается получить требуемый радиус гиба за один прогон, то операции первого и второго этапов повторяются до получения требуемого радиуса гиба на изделии.
На трубогибочных вальцах минимальный радиус гиба труб для очень толстостенных труб составляет- 5, для толстостенных-10, для тонкостенных более 10 диаметров труб.
Особо внимание следует уделять работе по первому этапу, так как от количества ведущих роликов и силы трения на них зависит усилие создаваемое для задания кривизны (радиуса) гиба трубы.
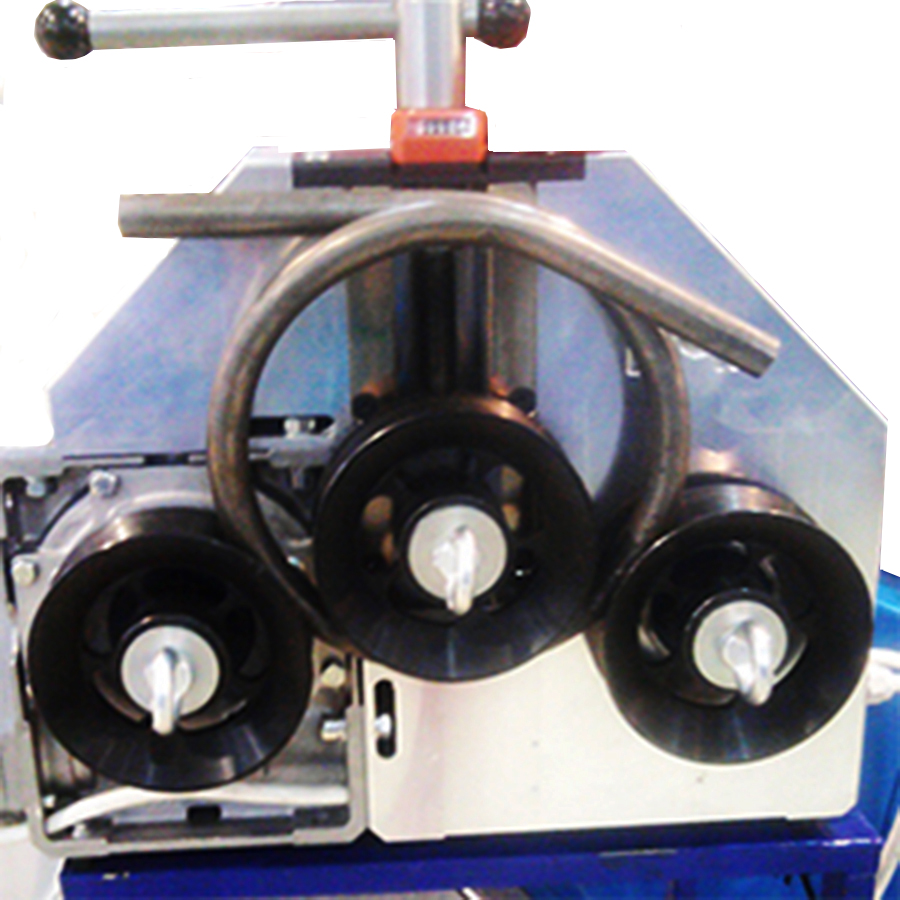 Трубогиб RE-30 серии JUNIOR – гибка трубы в кольцо
Трубогиб RE-30 серии JUNIOR – гибка трубы в кольцо
Для гибки черного металла трубогибочные вальцы оснащаются стальными гибочными роликами, а для гибки полированных труб- роликами из капролона. Однако, применение капролоновых роликов возможно только на трубогибах производства ООО “Балтийской Машиностроительной Компании” – 3RE-60 (БМК-55)
Качественная гибка труб на трубогибах и профилегибах обеспечивается соответствием ручьев гибочных роликов типоразмеру трубы. Применение наборных роликов удешевляет стоимость оснастки, но резко снижает качество гибов, особенно на тонкостенных и полированных трубах.